Last updated on April 13, 2026, by Lucy
Many engineers struggle to choose the right plastic and machining method. A wrong choice leads to warping, poor tolerance, or early failure in real-world use.
Engineering plastics are high-performance materials used in CNC machining to create lightweight, corrosion-resistant, low-friction, and electrically insulating parts. They outperform metals in applications where lubrication, conductivity, or weight reduction are critical.

I have worked with both metals and plastics for years. I have seen many cases where switching to engineering plastics solved problems that metal simply could not handle.
What Are Engineering Plastics & Why Use Them in CNC Machining?
Many people still treat plastics as cheap substitutes. That mindset often leads to missed performance gains and poor design decisions.
Engineering plastics are advanced polymers designed for strength, stability, and resistance to heat, chemicals, and wear. In CNC machining, they are used to produce durable, precise parts that require low friction, insulation, or corrosion resistance.

I often see engineers rethink their designs once they understand what plastics can really do. The shift from metal to plastic is not about cost. It is about performance.
What makes engineering plastics different?
I always explain it this way. Not all plastics are equal. Commodity plastics are cheap and weak. Engineering plastics are built for performance.
| Property | Engineering Plastics | Metals |
|---|---|---|
| Weight | Very low | High |
| Corrosion Resistance | Excellent | Moderate |
| Friction | Low (self-lubricating) | High |
| Electrical Conductivity | Insulator | Conductor |
| Noise | Low | Higher |
Why engineers choose plastics over metal
I often recommend plastics when:
- Parts must run without lubrication
- Electrical insulation is required
- Weight reduction is critical
- Corrosion is a concern
- Noise reduction matters
I once replaced a stainless steel bushing with POM1. The result was lower noise and longer service life. No lubrication was needed.
To move forward, the next step is not just knowing plastics exist. It is knowing which one fits your exact application.
Common Engineering Plastics for CNC Machining?
Choosing the wrong material is one of the most common mistakes I see. Many designs fail not because of machining, but because of poor material selection.
The most common engineering plastics for CNC machining include POM, Nylon, PEEK, PTFE, ABS, and PC. Each material offers different levels of strength, temperature resistance, wear performance, and cost, making selection critical for part performance.

Material choice often defines 80% of the final part performance. I always tell clients that machining cannot fix a bad material decision.
Material comparison overview
| Material | Key Strength | Weakness | Typical Use |
|---|---|---|---|
| POM (Delrin) | Low friction, stable | Moderate temp limit | Gears, bushings |
| Nylon (PA6/PA66) | Tough, wear resistant | Moisture absorption | Bearings, rollers |
| PEEK | High temp, strong | Very expensive | Aerospace, medical |
| PTFE | Ultra low friction | Soft, hard to machine | Seals, liners |
| ABS | Easy to machine | Low strength | Housings |
| PC | Impact resistant | Scratches easily | Covers, guards |
How I select materials in real projects
I usually follow a simple logic:
- Moving parts → POM or Nylon
- High temperature → PEEK
- Chemical exposure → PTFE
- Cost-sensitive → ABS or PC
Case Study: Replacing Metal with POM in Automation System
I worked on a project where a client had noise and wear issues in a conveyor system.
| Parameter | Original (Steel) | New (POM) |
|---|---|---|
| Material | Stainless Steel | POM |
| Speed | 1200 RPM | 1200 RPM |
| Lubrication | Required | None |
| Noise Level | 78 dB | 62 dB |
| Service Life | 6 months | 14 months |
| Tolerance | ±0.02 mm | ±0.03 mm |
The switch reduced noise and maintenance. It also cut cost over time.
Once the material is right, the next challenge is machining it correctly. Plastics behave very differently from metals during cutting.
CNC Machining Techniques & Challenges for Engineering Plastics?
Many engineers assume plastics are easier to machine than metals. That is only partly true. Plastics bring their own problems.
CNC machining engineering plastics requires precise control of heat, cutting speed, and tool geometry to prevent melting, deformation, and poor surface finish, which are common issues not seen in metal machining.
From my experience, most failures happen not in design, but on the shop floor when heat and stress are not controlled.
Milling vs Turning
- Milling is common for complex shapes
- Turning works best for round parts
I use sharp tools and high speeds. Plastics cut easily, but heat builds fast.
Key challenges I often see
1. Heat buildup2
Plastics melt, not burn. Excess heat causes:
- Surface smearing
- Dimensional instability
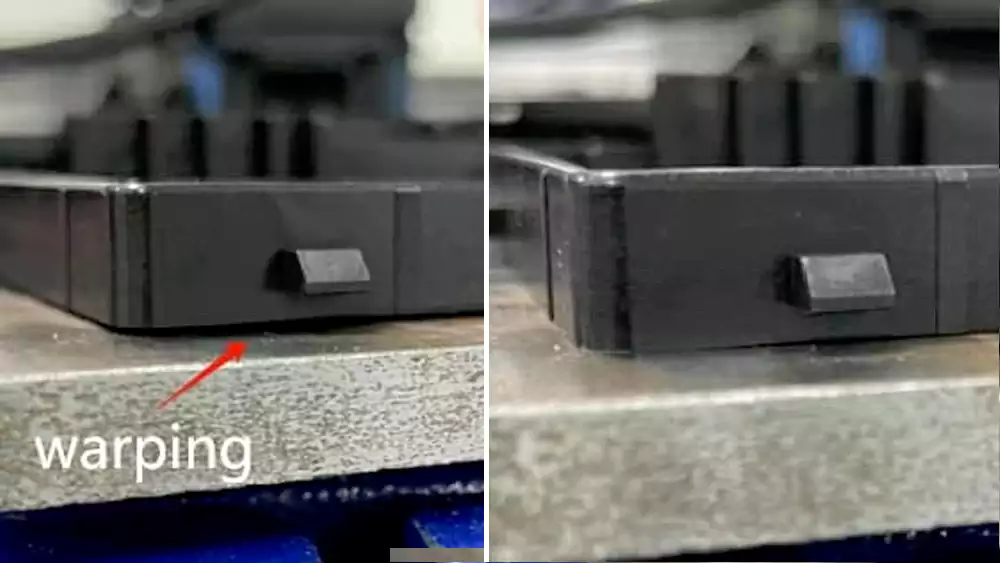
2. Warping
Thin parts deform after machining. Internal stress is the main cause.
3. Chip control3
Plastic chips are long and sticky. They wrap around tools.
Best practices I follow
- Use sharp carbide or polished tools
- Increase feed rate to reduce heat
- Use air cooling instead of flood coolant
- Clamp parts gently to avoid deformation
At this point, machining is only half the story. A well-designed part makes everything easier and more reliable.
Design Guidelines for CNC Plastic Parts?
Good machining starts with good design. I often reject designs that are perfect for metal but fail in plastic.
Designing CNC plastic parts requires thicker walls, looser tolerances, proper radii, and support features to prevent deformation, ensure dimensional stability, and improve long-term performance.

I always tell engineers that small design changes can prevent big production problems.
Key design rules I always apply
Wall thickness4
Avoid very thin walls. I recommend:
- Minimum 1.5–2 mm for most plastics
Tolerances
Plastics expand more than metal.
| Feature Type | Typical Tolerance |
|---|---|
| General | ±0.05 mm |
| Precision | ±0.02 mm |
Corners and edges
Sharp corners create stress.
- Always add fillets
- Use radii > 0.5 mm
Threads and inserts5
Plastic threads wear fast.
- Use metal inserts for repeated use
- Heat-set inserts work best
Warpage control
- Keep uniform wall thickness
- Avoid large flat unsupported areas
Once design is optimized, the final step is understanding where and how these parts are used in real industries.
Applications, FAQs & Getting Custom Plastic Parts?
Many industries rely on engineering plastics today. The demand keeps growing as designs become lighter and more complex.
Engineering plastics are widely used in automotive, medical, and electronics industries to produce lightweight, durable, low-friction, and corrosion-resistant CNC parts for demanding applications.

In real projects, I often see plastics quietly replacing metal in critical components. Most users never notice, but performance improves.
Common applications
Automotive
- Bushings
- Clips
- Sensor housings
Medical
- Surgical guides
- Device housings
- Wear components
Electronics
- Insulators
- Connectors
- Enclosures
Common CNC plastic parts
- Gears
- Bearings
- Rollers
- Housings
- Fixtures
FAQ
Q: Can plastics replace metal parts?
Yes, in many cases. Especially when weight, corrosion, or friction matters.
Q: Are plastic parts precise?
Yes, but tolerances are usually looser than metal.
Q: Is CNC plastic machining cost-effective?
Yes for low to medium volumes and custom parts.
Getting custom plastic parts
When I work with clients, I focus on three things:
- Clear drawings
- Material selection support
- Fast quoting and feedback
A good supplier should help optimize your design, not just machine it.
Conclusion
Engineering plastics are not just a lower-cost option. They are a smarter engineering solution when applied correctly. By selecting the right material, optimizing machining parameters, and following proper design guidelines, engineers can achieve lighter, quieter, corrosion-resistant, and longer-lasting CNC parts that often outperform traditional metal components in real-world applications.

-
Learn how POM can reduce noise, eliminate lubrication needs, and extend service life in engineering applications. ↩
-
Explore this resource to learn practical techniques to manage heat buildup, preventing surface smearing and dimensional instability in plastic parts. ↩
-
Discover strategies for handling long, sticky plastic chips to avoid tool damage and improve machining efficiency. ↩
-
Explore this link to understand how proper wall thickness can prevent production issues and improve plastic part durability. ↩
-
Learn why metal inserts and heat-set inserts are crucial for enhancing the lifespan of plastic threads in your designs. ↩
