You need a fast CNC quote, but suppliers keep asking questions. Days pass. Prices shift. Deadlines slip. I have seen this happen many times, and it usually starts with an incomplete RFQ package.
To get fast and accurate CNC quotes, I always send complete 2D drawings with tolerances, STEP files, material and surface specs, forecast volume, and clear quality requirements. A structured RFQ reduces back-and-forth, lowers risk pricing, and improves manufacturability feedback.
When I prepare an RFQ the right way, suppliers respond faster and with more confidence. The difference shows up in both price and lead time. If someone is new to outsourcing parts, I usually suggest they first understand the basics in this ultimate guide to CNC machining, then move on to RFQ optimization.
What Does an RFQ Really Mean in CNC Manufacturing?
Many engineers send files and call it an RFQ. Then they wonder why the quote is slow or vague. I used to see this when I worked on the shop floor.
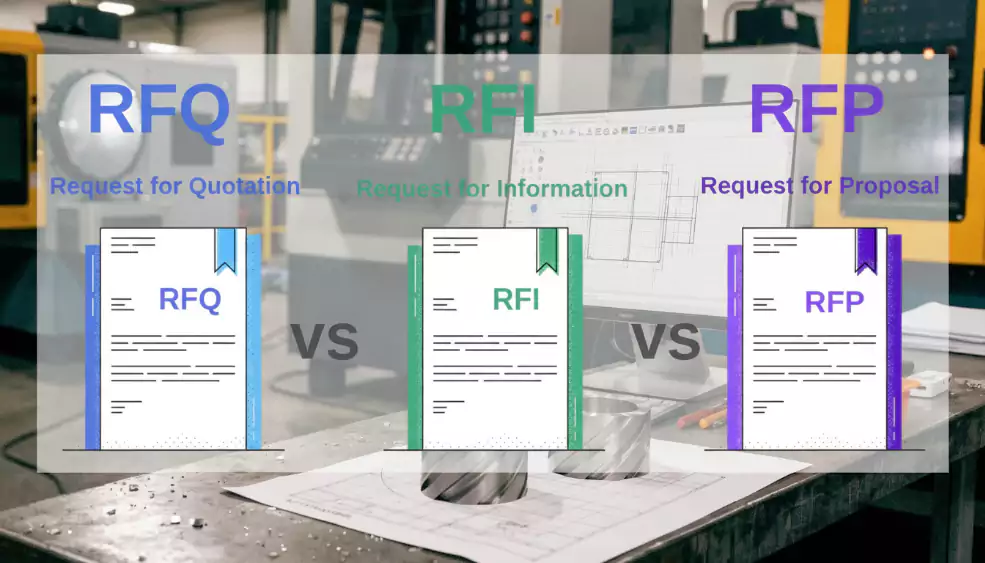
An RFQ, or Request for Quotation, is a formal package that defines technical, quality, and commercial requirements so a supplier can calculate cost and risk. It is different from an RFI, which gathers information, and an RFP, which evaluates broader solutions.
In CNC manufacturing, an RFQ is not a simple price check. It is a risk assessment exercise1.
RFQ vs RFI vs RFP – Why It Matters
I always separate these clearly:
| Type | Purpose | When I Use It |
|---|---|---|
| RFI | Gather capability info | Early supplier screening |
| RFQ | Get firm pricing | Design frozen or close |
| RFP | Evaluate full solution | Complex outsourcing project |
If I send an RFQ when the design is still moving, I should expect price changes later. If I send incomplete data, the supplier must assume worst-case tolerances and inspection. That drives the price up.
Why Incomplete RFQs Delay CNC Quotations
When tolerances are missing, most shops assume ±0.1 mm. If the real need is ±0.01 mm, the original quote becomes invalid. If the real need is ±0.2 mm, I just overpaid.
I learned this early in my career. A clean RFQ shows that I respect the supplier’s time. That trust often comes back as sharper pricing and faster turnaround. Before I even send drawings, I often review a structured checklist similar to this custom machining pre-quote preparation guide to make sure nothing critical is missing.
What Should I Include in My RFQ Package for Accurate CNC Quotes?
I treat this section as non-negotiable. If this part is weak, everything else fails.
A professional CNC RFQ must include controlled 2D drawings, STEP files, defined materials and surface finishes, production volumes, and quality requirements. Without these, suppliers must guess, and guessing increases price and lead time.
I divide my RFQ into four engineering blocks.
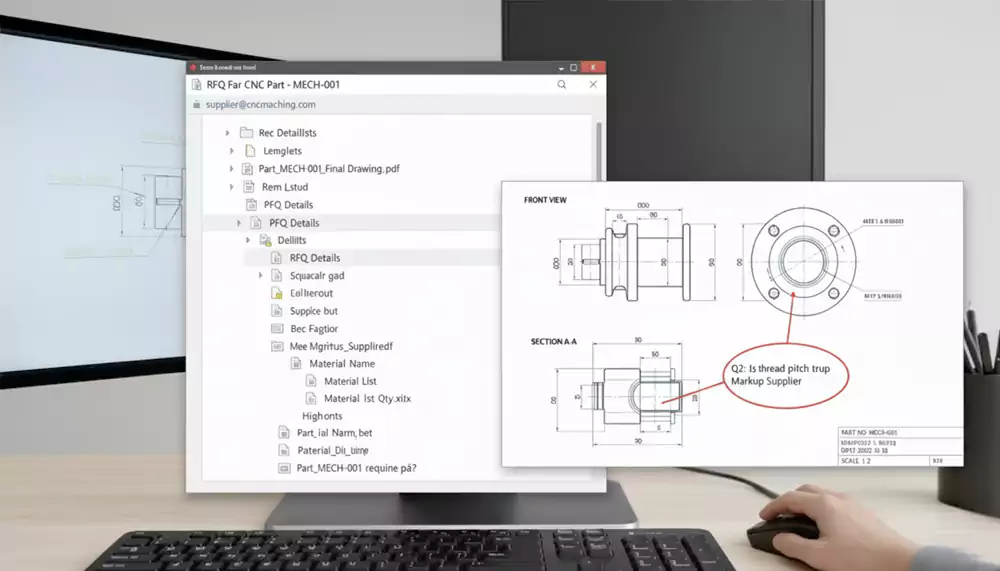
1. Technical Documentation
I always send:
- 2D drawings in PDF with full dimensions and tolerances
- GD&T for critical features
- 3D CAD in STEP or STP format (never STL for quoting)
File format directly affects quotation accuracy. STL files only describe mesh surfaces. They do not carry parametric or feature data. When I send only STL, the machinist must rebuild geometry, and that increases risk. I explain this clearly in this article on how CAD file formats affect machining quality and quotation accuracy.
I mark critical-to-function dimensions clearly. I define flatness, concentricity, position, and surface profile where needed. If I do not define them, I accept the supplier’s default assumption.
2. Material & Surface Specifications
I never write “Aluminum” only. I write full grade, such as:
- EN AW-6082 T6
- ASTM A276 316L
- ISO standard references when required
I define:
- Heat treatment state
- Required hardness (e.g., 58–62 HRC)
- Surface roughness (e.g., Ra 1.6 µm)
- Coating spec (e.g., black anodizing 20 µm, ISO 7599)
If I skip Ra value, the supplier may machine at Ra 3.2 µm. If my assembly needs Ra 0.8 µm, I will face sealing problems later.
3. Production & Commercial Information
Many engineers forget this part. I never do.
I always state:
- Prototype quantity2 (e.g., 10 pcs)
- Annual forecast (e.g., 3,000 pcs/year)
- Target lead time
- Industry application (automotive, medical, robotics)
- Required documents (FAI, PPAP Level 3, material certs)
- Packaging rules
Volume changes pricing logic. A part quoted at 10 pcs is very different from 3,000 pcs per year. If I hide forecast volume, I lose leverage.
4. BOM for Assembly Projects
If the project includes multiple parts, I attach a structured BOM3:
| Part No. | Description | Revision | Qty | Notes |
|---|---|---|---|---|
| AM-001 | Base Plate | Rev B | 1 | Ground surface |
| AM-002 | Shaft | Rev A | 2 | H7 tolerance |
| AM-003 | Cover | Rev C | 1 | Anodized |
Clear numbering prevents mistakes. Revision control avoids mixing old and new files. I learned this the hard way when one outdated drawing caused a full batch scrap.
How Do I Structure and Submit a Professional RFQ?
Even good data can fail if it is messy.
I structure my RFQ by confirming design freeze, standardizing file names, checking tolerances, bundling related parts, and clarifying Incoterms and payment terms before sending one consolidated package.
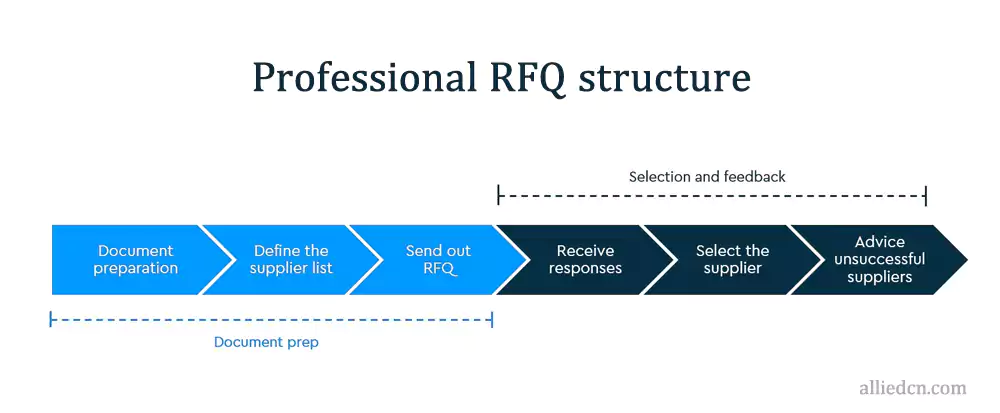
I follow a simple workflow.
Step 1 – Confirm Design Stage
I clearly state:
- Prototype phase
- Pilot run
- Mass production
Suppliers quote differently for each.
Step 2 – Standardize File Naming
I use a format like:
AM-001_BasePlate_RevB_2026-02-10.pdf
No spaces. No vague names like “final_new2.”
Step 3 – Cross-Check Manufacturability4
I review:
- Wall thickness
- Tool access
- Deep pocket ratios
- Tolerance stack-up
If something looks aggressive, I ask for DFM feedback directly in the RFQ email.
Case Study – Real RFQ Impact
I once handled a robotic actuator housing project. Here were the parameters:
| Parameter | Value |
|---|---|
| Material | 7075-T6 |
| Quantity (Prototype) | 15 pcs |
| Annual Forecast | 2,500 pcs |
| Critical Bore Tolerance | Ø25 H7 |
| Flatness | 0.02 mm |
| Surface Finish | Ra 1.6 µm |
| Lead Time Target | 4 weeks |
First RFQ (incomplete):
- No forecast provided
- No flatness callout
- No Ra defined
Result:
- Quote: $148/pc
- Lead time: 6 weeks
Revised RFQ (complete data):
- Forecast shared
- Tolerances clarified
- Surface finish defined
Result:
- Quote: $112/pc
- Lead time: 4 weeks
The supplier optimized fixture strategy because they saw long-term demand. Clear input reduced risk buffer.
What Common RFQ Mistakes Cause Delays or Price Gaps?
I see the same issues again and again.
Most RFQ delays come from missing tolerances, undefined materials, sending STL files, unclear surface finishes, unrealistic lead times, and no volume forecast. Each gap forces suppliers to assume higher risk, which increases price.
Typical problems I avoid:
- Missing tolerances
- STL instead of STEP
- “Standard finish” with no Ra
- No material standard
- No annual demand
- Ignored secondary operations like deburring or heat treatment
If I ask for a 7-day lead time on a hardened 5-axis part, I should expect either a premium price or rejection.
How Do I Get Faster Quotes from CNC Suppliers?
When I want speed, I act like a long-term partner.
I provide realistic tolerance bands, share annual demand, explain application context, and request DFM feedback. Suppliers prioritize RFQs that show stable business potential and clear engineering intent.

I indicate:
- Which tolerances are critical and which are flexible
- Expected yearly volume
- End-use application
- Willingness to optimize design
When I moved from machinist to workshop owner, I understood something simple. Profit does not come from the machine itself. It is set before the spindle starts. A clear RFQ shows professionalism. That professionalism builds trust. Trust often appears directly in pricing and response speed.
Conclusion
A complete and structured RFQ reduces risk, shortens quote cycles, and improves pricing. I control cost and lead time long before metal touches the spindle.

-
Explore this to understand why RFQs in CNC manufacturing are more than price checks, focusing on risk management for better project outcomes. ↩
-
Understanding prototype quantity helps optimize production and pricing strategies effectively. ↩
-
A structured BOM ensures clear part identification and revision control, reducing errors and scrap. ↩
-
Learn best practices for reviewing manufacturability to avoid costly production issues and ensure design feasibility. ↩
