Many engineers struggle with inconsistent surface finish and short tool life during milling. The real problem is often the milling strategy, not the machine or the material.
Climb milling is a CNC machining strategy where the cutting tool rotates in the same direction as the feed, producing chips that start thick and end thin. This approach reduces cutting friction, improves surface finish, and extends tool life, which is why most modern CNC machining centers prefer it.
In my years working with CNC machining projects, I often see engineers focusing heavily on tooling and materials. But the cutting strategy itself plays an equally important role. When applied correctly, climb milling can significantly improve machining stability, reduce heat buildup, and help manufacturers achieve tighter tolerances across complex components used in aerospace, automotive, and medical industries.
What Is Climb Milling? Definition and How Does It Work in CNC Machining?
Machining problems often come from poor chip control and unstable cutting forces. Many engineers experience chatter, excessive heat, or burr formation when the milling strategy is not ideal. Climb milling solves many of these issues by changing the direction of the cut.
Climb milling is a milling method where the cutter rotates in the same direction as the workpiece feed. The chip thickness starts thick and gradually becomes thin, allowing smoother cutting and improved machining control in precision CNC milling operations.
How Chip Formation Works in Climb Milling
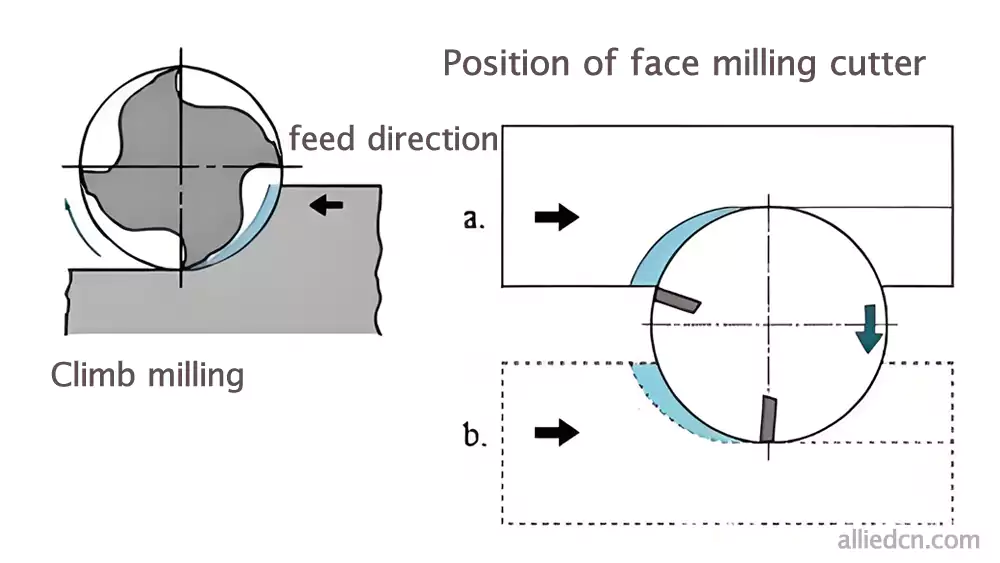
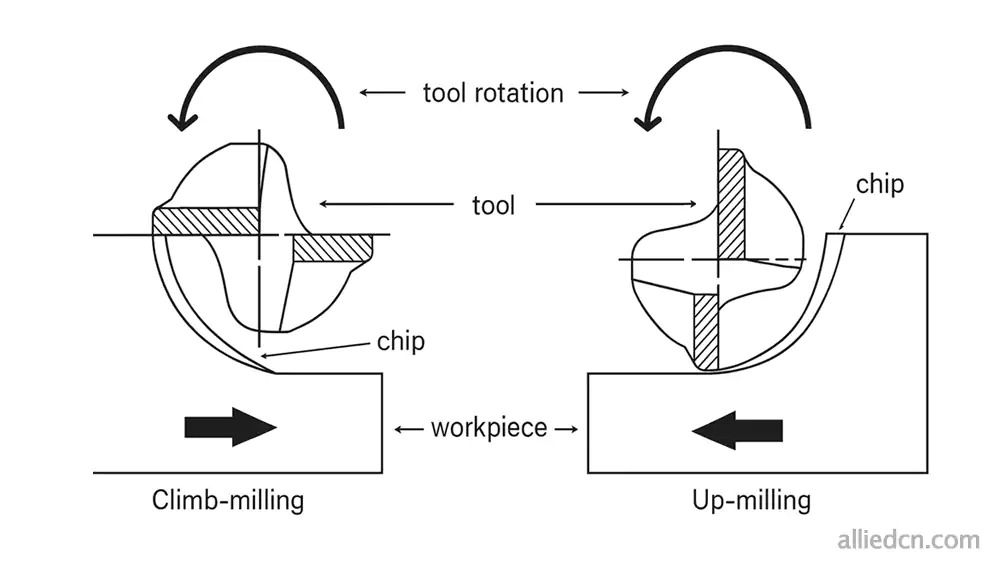
In climb milling, the cutter engages the material at the maximum chip thickness. The chip then becomes thinner as the tool exits the cut. This is the opposite of conventional milling.
This difference creates several important mechanical effects:
| Factor | Climb Milling Behavior |
|---|---|
| Chip thickness | Thick → Thin |
| Cutting friction | Lower |
| Heat generation | Reduced |
| Surface finish | Improved |
| Burr formation | Lower |
Because the chip starts thick, the cutting edge engages cleanly with the material. There is less rubbing before cutting begins. This reduces friction and heat.
Why Modern CNC Machining Services Use It
Most modern CNC machining centers are designed with high rigidity and precision ball screws1. This makes climb milling stable and reliable.
I regularly use climb milling for high-precision parts such as:
- aerospace structural components
- automotive precision parts
- medical device housings
- industrial machinery components
These industries require tight tolerances and clean surface finishes. Climb milling helps achieve both.
Climb Milling vs Conventional Milling: What Are the Key Differences Engineers Must Understand?
Many engineers understand the theory of milling but struggle to decide which strategy fits their application. Choosing the wrong approach can increase tool wear and reduce machining efficiency.
The key difference lies in the direction of cutting. In down-milling, the tool moves in the same direction as the feed; in conventional milling (also known as up-milling), the tool moves in the opposite direction of the feed. This affects chip formation, cutting forces, and overall machining stability.
Direct Comparison of the Two Methods
| Factor | Climb Milling | Conventional Milling |
|---|---|---|
| Cutting direction | Same as feed | Opposite to feed |
| Chip formation | Thick → Thin | Thin → Thick |
| Tool wear | Lower | Higher |
| Surface finish | Smoother | Rougher |
| Machine requirement | Rigid CNC machine | Manual machines possible |
Cutting Forces and Machine Stability
In conventional milling, the tool initially rubs against the material before cutting begins. This rubbing creates heat and increases tool wear.
Climb milling avoids this problem. The cutter immediately engages the material at full chip thickness. This leads to smoother cutting forces and better chip evacuation.
However, climb milling requires a rigid machine. Older machines with backlash can experience a “pull-in” effect where the cutter grabs the workpiece.
Why Modern CNC Machining Centers Prefer Climb Milling
Today’s CNC machining centers use precision ball screws and digital servo control. These technologies eliminate most backlash issues.
Because of this, climb milling has become the preferred method for:
- high-speed CNC machining
- precision finishing passes
- production manufacturing
- machining hard materials like stainless steel or titanium
In many modern machining environments, conventional milling is only used in special situations such as rough surfaces or older equipment.
Why Does Climb Milling Improve Surface Finish, Tool Life, and Machining Efficiency?
Many manufacturing teams try to improve part quality by upgrading tooling or coatings. But the cutting strategy itself often delivers the biggest improvement.
Climb milling improves machining performance because it reduces rubbing between the tool and the material. This lowers heat generation, extends tool life, and produces smoother surfaces on precision machined parts.

1 Surface Finish Improvement
Because the cutter engages the material immediately, there is less vibration and less material tearing.
This results in:
- smoother surfaces
- fewer burrs
- more stable cutting paths
For industries such as medical devices or aerospace components, surface finish is critical. Poor surface quality can cause fatigue failures or assembly problems.
2 Tool Life Improvement
Reduced friction means lower cutting temperature. Lower temperature means slower tool wear.
In many aluminum and stainless steel machining operations I have run, climb milling increased tool life2 by 20–40%.
3 Higher Machining Efficiency
Climb milling also supports higher material removal rates. The cutter works more efficiently because it spends less time rubbing and more time cutting.
Case Study From a Production Shop
I once worked on a batch of aerospace aluminum brackets where the surface finish requirement was extremely strict.
We initially used conventional milling during finishing passes. The result was inconsistent surface quality.
After switching to climb milling, the improvement was clear.
| Parameter | Before (Conventional) | After (Climb Milling) |
|---|---|---|
| Material | 7075 Aluminum | 7075 Aluminum |
| Tool | 10mm carbide end mill | Same tool |
| Spindle speed | 12,000 RPM | 12,000 RPM |
| Feed rate | 1,200 mm/min | 1,400 mm/min |
| Surface roughness (Ra) | 1.6 µm | 0.8 µm |
| Tool life | 120 parts | 180 parts |
The switch reduced finishing time and improved part consistency. That is why most production machining now uses climb milling whenever possible.
When Should You Use Climb Milling in CNC Machining? Risks and Best Applications
Climb milling offers major advantages. But it is not the right choice for every machining situation.
Climb milling works best on rigid CNC machining centers with secure workholding. It is especially effective for finishing passes, precision components, and high-accuracy custom machined parts.

Ideal Conditions for Climb Milling
Climb milling performs best when the machining setup is stable and controlled.
Typical conditions include:
- rigid CNC machining centers3
- ball screw driven axes
- stable fixturing and clamping
- finishing operations
- high-precision part requirements
These conditions are common in industries such as aerospace, automotive, and medical equipment manufacturing.
Potential Risks to Consider
Climb milling also introduces several technical risks.
The most common one is the tool pull-in effect4. Because the cutter rotates with the feed direction, it can pull the workpiece into the cut if the machine has backlash.
Other potential risks include:
| Risk | Cause | Prevention |
|---|---|---|
| Tool pull-in | Machine backlash | Use rigid CNC machines |
| Workpiece movement | Weak clamping | Improve workholding |
| Tool breakage | Excessive feed | Optimize cutting parameters |
Typical Industry Applications
Today, many CNC machining service providers use climb milling strategies to achieve tighter tolerances and better surface finishes for custom machined components.
Typical applications include:
- aerospace structural parts
- automotive precision components
- motorcycle parts
- medical equipment components
- industrial machinery parts
In my experience, climb milling keeps the heat out of the part, the finish clean, and the tool running longer. That combination helps maintain tight tolerances without increasing machining cost.
Conclusion
Climb milling improves surface finish, tool life, and machining efficiency. With modern CNC machines, it has become the preferred milling strategy for high-precision manufacturing.

-
Learn why high rigidity and precision ball screws make climb milling stable and reliable, crucial for high-precision CNC machining. ↩
-
Learn how climb milling reduces friction and cutting temperature, significantly extending tool life in metal machining. ↩
-
Discover why rigid CNC machining centers are essential for stable and precise climb milling operations, improving part quality and reducing risks. ↩
-
Explore this link to understand the critical tool pull-in effect in climb milling and learn effective prevention methods to ensure machining accuracy and safety. ↩
