Last updated on April 10, 2026, by Lucy
Machining complex parts with tight tolerances often leads to multiple setups, errors, and delays. I have seen projects fail because simple 3-axis methods could not handle real-world geometry.
5-axis CNC machining uses five axes of movement to machine complex parts in a single setup, reducing repositioning, improving accuracy, and lowering total production cost for intricate geometries.

I will break this down in a practical way, so you can clearly decide if 5-axis is the right choice for your next project.
What Is 5-Axis CNC Machining? (Quick Explanation for Engineers)?
Complex parts often require machining from many angles. That creates more setups and more risk of error. I have faced this issue many times on the shop floor.
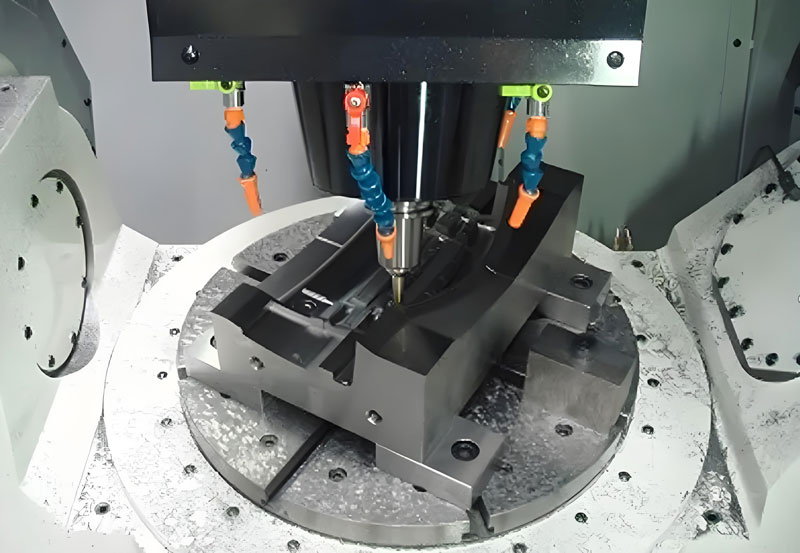
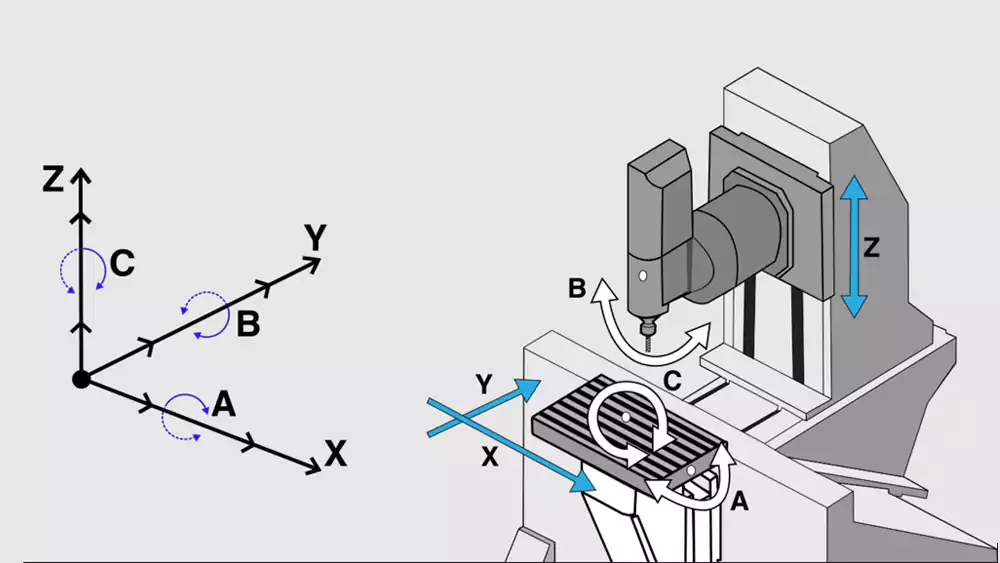
5-axis CNC machining allows a cutting tool to move along X, Y, Z axes while rotating on two additional axes, enabling full multi-angle machining in one setup with higher precision.
Now that the concept is clear, the real question is how this compares to what most engineers already use. In fact, when I first started working with complex geometries1, I found that a deeper look at how 5-axis CNC machining works in real production helped me better understand its real advantages beyond theory.
How It Works in Practice
I like to keep this simple. A 3-axis machine moves in straight lines. That works for basic parts. But once geometry becomes complex, access becomes a problem.
With 5-axis, the tool or table tilts and rotates. This allows the cutter to stay in the best position at all times.
Key Capabilities
| Capability | 3-Axis | 5-Axis |
|---|---|---|
| Multi-face machining | No | Yes |
| Complex curves | Limited | Excellent |
| Single setup | Rare | Common |
| Tool access | Restricted | Flexible |
This is why I rely on 5-axis when geometry becomes challenging.
3-Axis vs 3+2 vs 5-Axis: Key Differences Explained?
Choosing the wrong machining strategy often leads to wasted cost and longer lead times. I have seen projects overcomplicated simply due to misunderstanding these options.
3-axis machines move in three directions, 3+2 machines index to fixed angles, and full 5-axis machines move continuously across five axes for maximum flexibility and precision.
Understanding the difference is one thing. Choosing the right one is what actually impacts cost and performance. Many engineers I worked with only realized the gap after comparing the differences between 3-axis, 4-axis, and 5-axis CNC machining in real applications.
Practical Comparison
| Type | Motion | Setup Count | Best Use |
|---|---|---|---|
| 3-Axis | Linear only | High | Simple parts |
| 3+2 Axis | Indexed rotation | Medium | Moderate complexity |
| Full 5-Axis | Continuous motion | Low | Complex geometry |
When I Choose Each
- I use 3-axis for flat and simple components
- I use 3+2 when parts have fixed angles
- I use 5-axis for organic shapes and multi-directional features
The wrong choice here can easily increase machining cost without adding value.
Benefits of 5-Axis Machining for Complex Parts?
Many engineers assume 5-axis is about speed. That is not the real advantage I see in production.
The main benefit of 5-axis machining is reducing setups, which improves dimensional accuracy, enhances surface finish, and lowers scrap rates for complex parts.
Once you understand this, the focus shifts from machine cost to total production efficiency.
Real Benefits I See on the Shop Floor
1. One Setup, Higher Accuracy
Every additional setup introduces positioning error. 5-axis removes that risk.
2. Better Surface Finish
The cutting tool maintains optimal contact with the surface. This improves finish quality.
3. Reduced Lead Time2
Less setup time means faster production cycles.
4. Lower Hidden Costs
Most cost savings come from reduced manual work and scrap.
| Cost Factor | 3-Axis | 5-Axis |
|---|---|---|
| Setup time | High | Low |
| Scrap risk | Higher | Lower |
| Labor | More | Less |
This is where 5-axis delivers real value.
When Should You Use 5-Axis Machining? (Cost vs Value Guide)?
Using 5-axis on the wrong part can increase cost without benefit. I have helped clients avoid that mistake many times.
You should use 5-axis machining when parts require multi-angle machining, tight tolerances, complex curves, or when reducing setups significantly improves cost and quality.

So the key is not capability. It is knowing when that capability actually pays off.
Decision Framework I Use
- Does the part need multiple setups on 3-axis3?
- Are there deep cavities or complex surfaces?
- Are tolerances tighter than ±0.01 mm?
- Is surface finish critical?
If most answers are yes, I choose 5-axis.
When NOT to Use It
- Simple flat parts
- Loose tolerance requirements
- High-volume basic geometry
In these cases, simpler machining is more cost-effective.
Applications & Real-World Case Studies?
Some industries depend heavily on 5-axis machining because complexity is unavoidable. I have seen this across multiple sectors.
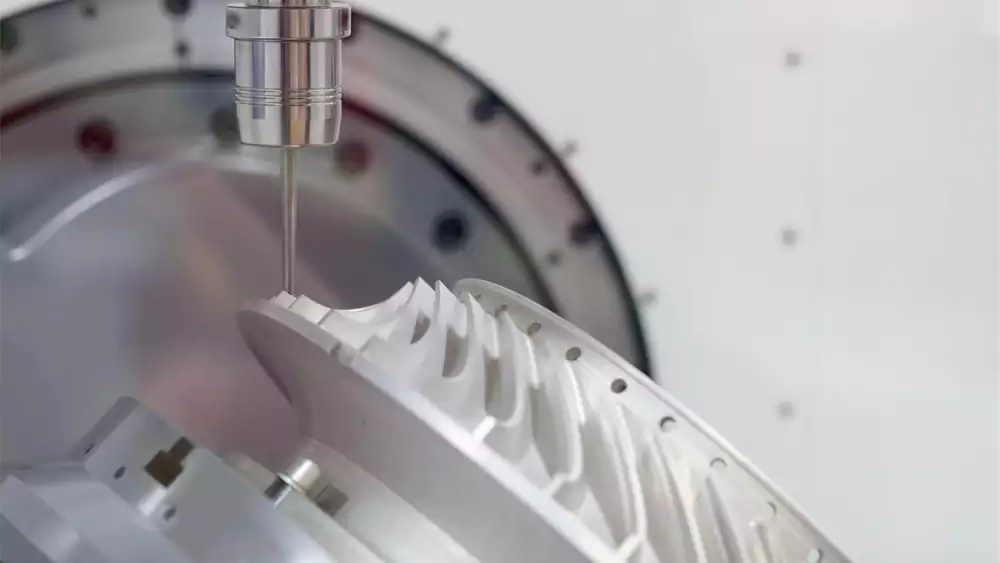
5-axis machining is used in aerospace, medical, automotive, and robotics industries for producing complex, high-precision components with consistent quality.

This is where theory meets real-world performance.
Common Applications
- Aerospace turbine components4
- Medical implants and devices
- Automotive performance parts
- Robotics structural components
Real Case Study (From My Experience)
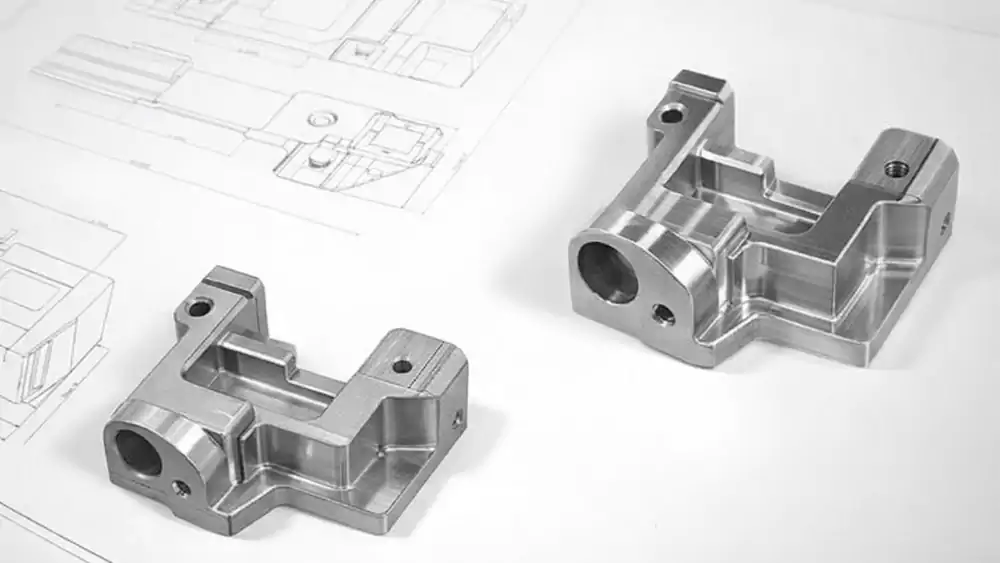
I worked on a robotic arm component with strict tolerance and complex geometry requirements.
| Parameter | Value |
|---|---|
| Material | Aluminum 7075 |
| Tolerance | ±0.008 mm |
| Surface Finish | Ra 0.8 μm |
| Geometry | Multi-angle curved surfaces |
| Batch Size | 120 pcs |
| Original Process | 3-axis, 4 setups |
| Optimized Process | 5-axis, 1 setup |
| Lead Time Reduction | 38% |
| Scrap Rate Reduction | 22% → 5% |
What Happened
The 3-axis process caused alignment issues between setups. Each repositioning introduced small errors. After switching to 5-axis, the part was completed in one setup.
Accuracy improved immediately. Scrap dropped sharply. Delivery became more predictable.
This is the real value of 5-axis machining.
Design Tips & Choosing the Right 5-Axis CNC Supplier?
Even the best machine cannot fix poor design. I have seen bad geometry increase cost even on advanced equipment.
To optimize 5-axis machining, designs should ensure proper tool access, avoid unnecessary complexity, and match the capabilities of experienced suppliers with strong CAM and quality control systems.
At this stage, success depends as much on the supplier as on the design itself.
Design Tips I Always Recommend
1. Avoid Deep Narrow Cavities
These require long tools, which reduce stability.
2. Maintain Tool Access
Ensure the tool can reach all features without obstruction.
3. Simplify Geometry
Only use complexity where it adds functional value.
Choosing the Right Supplier
| Factor | What I Look For |
|---|---|
| Experience | Proven 5-axis projects |
| Software | Advanced CAM capability |
| Quality Control | CMM inspection5 |
| Communication | Fast and clear quoting |
I always choose partners who understand engineering, not just machining operations.
Conclusion
5-axis CNC machining is not about using advanced machines for the sake of it. It is about solving real manufacturing problems. When parts become complex and tolerances are tight, it reduces setups, improves accuracy, and lowers total cost. The real advantage comes from using it at the right time, with the right design and the right manufacturing partner.

-
Learn about the challenges and solutions for machining complex geometries, highlighting the benefits of advanced 5-axis technology. ↩
-
Learn why reducing lead time accelerates production cycles and enhances overall manufacturing productivity. ↩
-
Understanding when multiple setups on 3-axis machining are required helps optimize machining efficiency and accuracy. ↩
-
Explore how 5-axis machining enhances precision and performance in aerospace turbine components, crucial for high-stakes engineering. ↩
-
Learn how CMM inspection ensures accuracy and consistency, critical for maintaining high manufacturing standards. ↩
