Shaping large volumes of metal parts can be a real challenge—especially when both precision and speed are critical. That’s why metal stamping is often the preferred solution in modern manufacturing.
Metal stamping is a manufacturing method that shapes metal sheets into parts by cutting, bending, or punching them using a die and press machine.

Metal stamping has been used in factories for decades. It's one of the fastest, most reliable ways to make metal components at scale. In this article, I’ll explain how it works, explore common types, and help you decide when to use it.
What are the commonly used metal stamping processes?
Choosing the right stamping process can make the difference between perfect parts and costly rework.
Common metal stamping processes include blanking, bending, coining, embossing, flanging, and punching. Each process forms or cuts the metal in a specific way to match part designs and specifications.
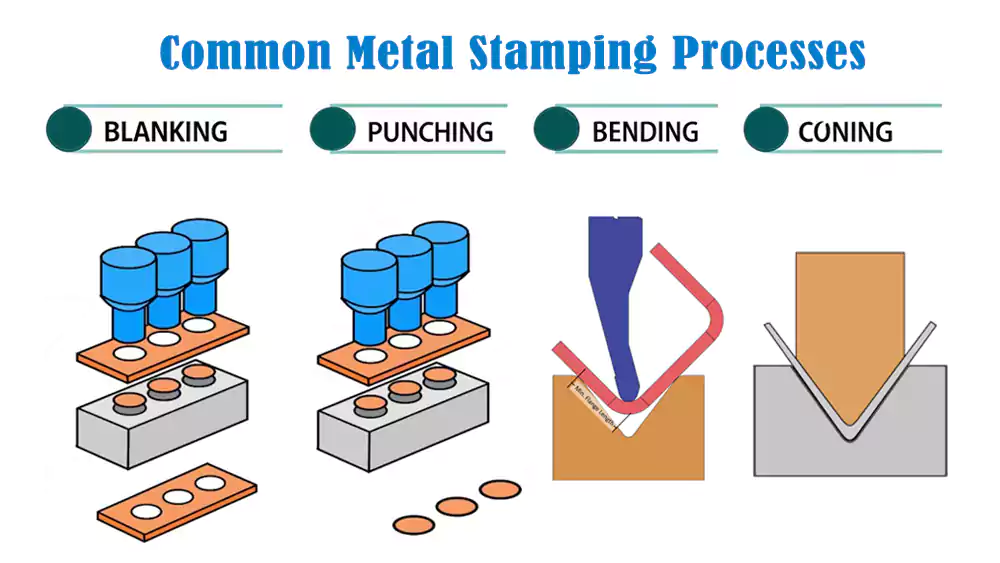
Blanking and Punching
Blanking cuts a part out of a sheet of metal. The cut-out becomes the finished part. Punching is the opposite—the cut-out is waste, and the rest is kept. I’ve seen these two often used together, especially in automotive and appliance manufacturing.
Bending
Bending forms metal along a straight axis. It’s usually done after blanking. A die applies pressure to fold the metal at a set angle. Most brackets and enclosures are formed this way.
Coining and Embossing
Coining presses a design or detail into the metal, while embossing raises or lowers a section. These are used when we need detailed textures or logos—very common in electronics casings.
Flanging
Flanging bends the edge of a part. It can strengthen the edge or help with assembly. I’ve worked with suppliers who used flanging to prepare parts for welding or to eliminate sharp edges.
| Process | Force Applied | Material Thickness | Tolerance Level |
|---|---|---|---|
| Blanking | High shear | 0.1-6mm | ±0.05mm |
| Punching | Concentrated | 0.5-10mm | ±0.1mm |
| Bending | Gradual | 0.8-12mm | ±0.25° |
| Coining | Extreme | 0.5-3mm | ±0.01mm |
What are the four types of metal stamping?
Some stamping methods work better for mass production, others for flexibility. It depends on the job.
The four main types of stamping are progressive die stamping, transfer die stamping, four-slide stamping, and deep draw stamping.
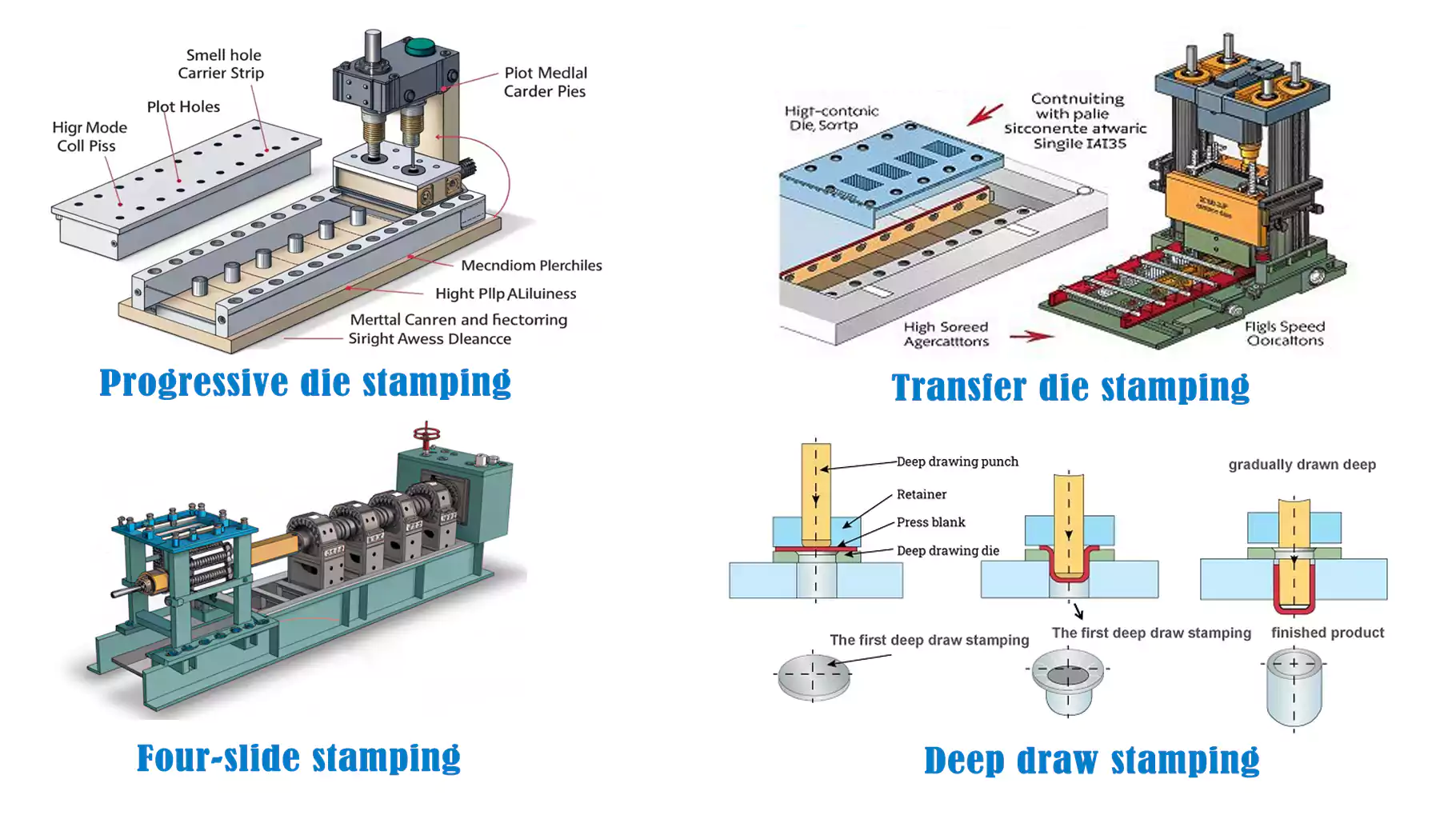
Progressive Die Stamping
Progressive die stamping1 feeds a metal strip through multiple stations, each performing a different operation. At the end, you get a finished part. This is great for high-volume, complex parts. The upfront tooling cost is higher, but per-part cost is low.
Transfer Die Stamping
Here, the part is moved from one station to the next by a mechanical arm. Each station performs one step. It allows more flexibility for larger or deeper parts that can’t be handled in a progressive die setup.
Four-Slide Stamping
Four-slide uses four different sliding tools to work on the part from multiple directions. It’s great for small, complex parts that need multiple bends. The machines are fast and don’t need as many tools.
Deep Draw Stamping2
This method pulls metal into a die cavity to create deep, hollow shapes. Deep draw is used for making cups, cans, and housings. I’ve seen it often in kitchenware and automotive components.
When to Use Each Type
- Progressive: Best for high-volume runs like electrical contacts
- Transfer: Ideal for large parts such as automotive panels
- Compound: Suits simpler components needing speed
- Four-slide: Perfect for multi-directional bends in brackets
| Type | Speed (parts/hr) | Max Part Size | Setup Complexity |
|---|---|---|---|
| Progressive | 1,200+ | 300mm | High |
| Transfer | 600 | 2m | Very High |
| Compound | 800 | 150mm | Medium |
| Four-slide | 900 | 100mm | Medium-High |
Progressive stamping dominates mass production. Metal strip feeds through a die with multiple stations. Each station adds features until the part exits complete. Transfer stamping moves semi-finished parts between separate presses. It handles larger components. Compound dies perform cutting and forming in one stroke. Four-slide machines shape wire or strip with four tooling slides. I prefer progressive for battery casings – it nails consistency.
What is metal stamping used for?
Stamped parts are used in everything from cars to computers.
Metal stamping is used to manufacture components for automotive, electronics, appliances, aerospace, medical devices, and industrial equipment.

Critical Industry Applications
Automotive uses stamped parts everywhere. Seat brackets, engine mounts, and brake pedals all come from presses. Electronics need tiny stamped connectors and shielding. These require precision piercing. Home appliances use stamped panels and hinges. Aerospace relies on stamped clips and brackets for weight savings. Medical devices use stamped surgical tool components.
| Industry | Typical Parts | Material Choices |
|---|---|---|
| Automotive | Brackets, mounts, panels | Steel, aluminum |
| Electronics | Connectors, shields, springs | Copper, brass |
| Industrial | Gears, levers, enclosures | Stainless steel |
| Aerospace | Clips, hinges, fasteners | Titanium, alloys |
I’ve stamped robotic arm joints for automation clients. The process maintained ±0.1mm tolerances across 10,000 units. Stamped parts withstand vibration better than cast alternatives. This matters for conveyor systems. Always consider fatigue resistance when choosing processes.
What is the difference between metal stamping and engraving?
Stamping forms shapes. Engraving adds surface detail.
Metal stamping uses a die and press to cut or form metal sheets. Engraving removes surface material to create markings, patterns, or designs.

Functional Differences
Stamping requires tons of pressure to bend or cut metal. It uses dies matching the part’s form. Engraving3 uses sharp tools or lasers to remove thin material layers. Depth differs greatly – stamping bends entire sections, while engraving affects under 1mm surfaces.
| Aspect | Metal Stamping | Engraving |
|---|---|---|
| Purpose | Part fabrication | Surface marking |
| Depth Change | Full material thickness | 0.1-0.5mm |
| Tooling | Custom dies | Bits/lasers |
| Pressure | 20-2000 tons | Minimal force |
| Output | Functional components | Labels, serial numbers |
Stamping changes the part’s shape and structure. Engraving doesn’t change the shape but adds details. For example, a stamped part might be a bracket. An engraved part might be a nameplate with a serial number. I’ve seen both used together in electronics—stamping for shape, engraving for labeling.
Types of Die Stamping Functions?
Different dies are used depending on what kind of transformation you need.
The main die stamping functions include cutting, forming, drawing, and combination dies. Each type has its own job in shaping or finishing a metal part.
Cutting Dies
These include blanking, trimming, and piercing dies. They remove material from the sheet.
Forming Dies
These create shapes by bending or folding metal. Flanging and embossing dies fall into this group.
Drawing Dies
These are used for deep draw stamping, pulling metal into a die cavity to make cup-like parts.
Combination Dies
These perform multiple actions at once. I’ve seen combination dies that cut and bend in a single press stroke, speeding up production.
Manufacturing Tools for Stamping
Tools can make or break a stamping job. Good tooling equals good parts.
The main tools used in stamping include stamping presses, dies, feeders, and lubricants. These work together to shape metal into accurate, repeatable parts.
Presses
Hydraulic and mechanical presses4 are used depending on force and speed requirements. For high-speed jobs, mechanical presses are common. For more precise control, like in deep drawing, I prefer hydraulic ones.
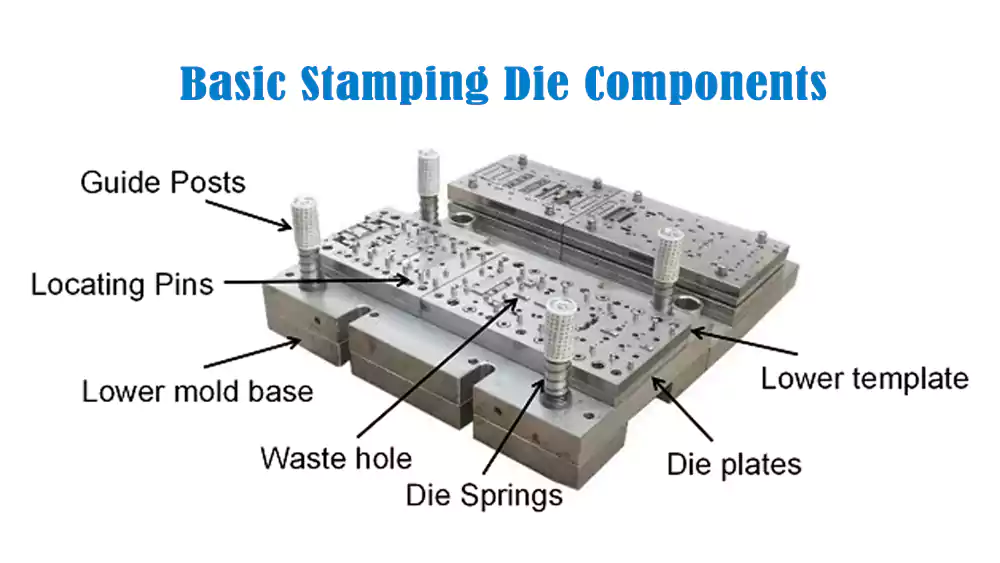
Dies
Dies are the heart of stamping. They must match the part’s shape exactly. They’re usually made from tool steel for strength and wear resistance.
Feeders
Feeders move the metal sheet into the press. Servo feeders are often used in automated lines to improve speed and precision.
Lubricants
Lubrication reduces friction and prevents tool wear. It also improves surface finish and helps avoid cracks during forming.
Metal Stamping at Allied Metal
At Allied Metal, we’ve worked with clients across industries to deliver high-precision stamped parts on time and within spec.
We use a combination of progressive die and transfer die stamping methods, supported by in-house tool design and custom die manufacturing. Our facility is equipped to handle high-volume runs with tight tolerances.

Our Capabilities
- Tolerances: Hold ±0.05mm on critical dimensions
- Materials: 300+ alloys including titanium and beryllium copper
- Volume: 1-2 million parts monthly capacity
- Secondary ops: Plating, welding, assembly in-house
| Service | Lead Time | Max Part Size | Tolerance |
|---|---|---|---|
| Prototyping | 3-5 days | 300x300mm | ±0.1mm |
| Production Runs | 2-4 weeks | 1000x600mm | ±0.05mm |
| Rapid Tooling | 10-15 days | Custom | Tool-dependent |
I personally oversee critical projects. Our team includes toolmakers with 20+ years’ experience. We recently stamped titanium drone components at ±0.03mm – something others said was impossible. All tooling is designed in-house for better control.
Metal Stamping - FAQ
Want quick answers? Here are some of the most common questions I get about metal stamping.
How expensive are stamping dies?
Basic dies start around $5,000. Complex progressive dies can exceed $100,000. Volume amortizes costs.
Is stamping more cost-effective than machining?
Yes, especially for high volumes. Once the die is made, stamping is faster and cheaper per part.
Can I stamp thick metal?
Yes, but there are limits. Most stamping is done on sheets under 6mm thick.
What materials can be stamped?
Common stamping materials include aluminum, stainless steel, brass, copper, and carbon steel.
How accurate is stamping?
Very accurate. Tolerances can be as tight as ±0.05mm, depending on the tooling and process.
How do you ensure consistency? We use in-die sensors and SPC monitoring. First article inspections validate setups. Daily tool maintenance prevents drift.
Can stamped parts be strong? Absolutely. Strain hardening during forming increases strength. We stamp structural aircraft brackets passing 100k fatigue tests.
Conclusion
Metal stamping offers unmatched efficiency for producing accurate, high-volume metal parts. With the right tools and process, it delivers speed, precision, and consistency every time.

-
Explore this link to understand how Progressive die stamping can enhance production efficiency and reduce costs. ↩
-
Learn about Deep Draw Stamping to discover its versatility in creating complex shapes for various industries. ↩
-
Discover the various Engraving techniques and their applications, enhancing your knowledge of this precise art. ↩
-
Understanding the differences can help you choose the right press for your specific needs. ↩
