Last updated on April 9, 2026, by Lucy
Machining stainless steel often leads to tool wear, slow cycles, and rising costs. Many engineers struggle to balance quality, speed, and budget when outsourcing these parts.
CNC machining of stainless steel is difficult because of work hardening, heat buildup, and fast tool wear, but you can control quality and cost by choosing the right grade, process, and experienced supplier.

I have seen many projects fail not because of design, but because the supplier underestimated stainless steel. If you want stable results, you need to understand what makes this material different before you send out your RFQ.
Why Is Stainless Steel So Difficult to Machine?
Many engineers assume stainless steel behaves like mild steel. It does not. That wrong assumption often leads to broken tools and missed deadlines.
Stainless steel is hard to machine because it work-hardens quickly, traps heat at the cutting zone, and creates high cutting forces that damage tools and reduce surface quality.
If you ignore these factors, you will see tool wear spike and consistency drop. Once that happens, cost goes up fast and delivery slips.
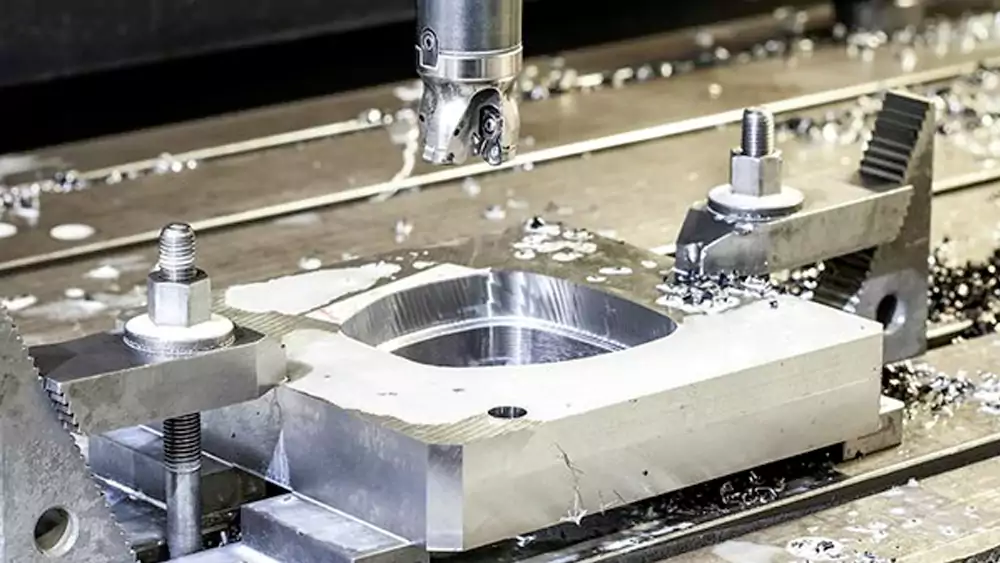
What Really Happens at the Tool Edge
When I machine stainless steel, I focus on three things: heat1, chip flow2, and tool pressure.
- Work hardening makes each next cut harder
- Heat stays near the cutting edge
- Tool edges wear faster than expected
This creates a loop. A worn tool creates more heat. More heat makes the material harder. Then the finish gets worse.
Comparison with Other Metals
| Property | Aluminum | Mild Steel | Stainless Steel |
|---|---|---|---|
| Thermal conductivity | High | Medium | Low |
| Work hardening | Low | Low | High |
| Tool wear rate | Low | Medium | High |
How Do I Choose the Right Stainless Steel Grade?
Choosing the wrong grade often leads to wasted time and cost. I see this mistake often in early design stages.
You should choose stainless steel based on use conditions and machinability: 304 for general use, 316 for corrosion resistance, and 17-4PH for high strength and better machining performance.
If you choose a harder-to-machine grade without a clear reason, you will pay more without gaining real value.
Common Grades and When I Use Them
| Grade | Key Feature | Machinability | Typical Use Case |
|---|---|---|---|
| 304 | General corrosion resist | Medium | Brackets, housings |
| 316 | High corrosion resist3 | Low | Marine, medical parts |
| 17-4PH | High strength | Better | Aerospace, shafts, fittings |
My Practical Advice
- I start with 304 if cost matters
- I move to 316 if corrosion risk is high
- I use 17-4PH when strength is critical
What Processes and Finishes Work Best?
Even with the right material, poor process choice can still cause problems. Many suppliers fail here.
Milling and turning are the main machining methods for stainless steel, and finishes like passivation and polishing improve corrosion resistance, durability, and appearance.

To get consistent results, you must match the process with both geometry and material behavior.
Core Machining Processes
- CNC milling for complex parts
- CNC turning for round components
- Drilling and tapping with controlled speeds
Surface Finishing Options
| Finish Type | Purpose | When I Use It |
|---|---|---|
| Passivation | Improve corrosion resistance | Medical, marine parts |
| Polishing | Smooth surface | Visible components |
| Sandblasting | Matte texture | Industrial parts |
Case Study: Real Production Scenario
I worked on a batch of 316 stainless steel valve parts. The client had tool wear issues and unstable finish.
| Parameter | Before Optimization | After Optimization |
|---|---|---|
| Material | 316 | 316 |
| Tool type | Standard carbide | Coated carbide4 |
| Cutting speed | 60 m/min | 45 m/min |
| Tool life | 120 parts | 310 parts |
| Surface roughness Ra | 3.2 µm | 1.6 µm |
| Scrap rate | 8% | 1.5% |
I adjusted cutting speed and tooling. That alone stabilized the process and reduced cost per part.
What Drives Cost and How Can I Reduce It?
Many buyers focus only on unit price. That is a mistake. You need to understand what builds that price.
Stainless steel machining cost depends on material grade, machining time, tool wear, and finishing, and you can reduce cost by simplifying design, relaxing tolerances, and choosing an experienced supplier.
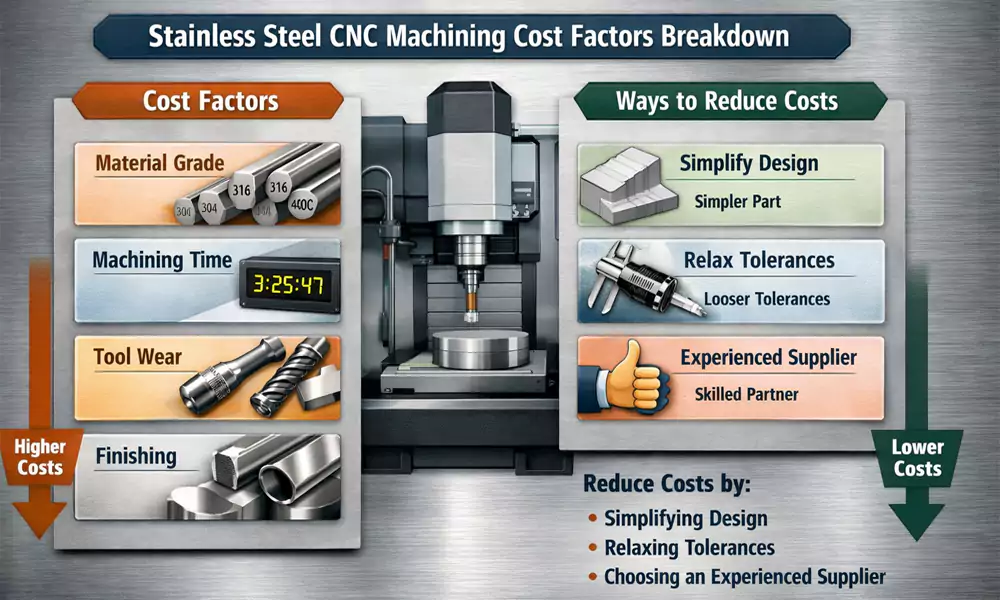
If you design without thinking about machining, you will always pay more later.
Main Cost Drivers
- Material cost
- Machining time
- Tool consumption
- Scrap and rework
How I Reduce Cost
- I simplify features where possible
- I avoid tight tolerances unless needed
- I standardize holes and threads
- I combine parts into batches
How Do I Ensure Quality and Avoid Mistakes?
Quality issues in stainless steel are expensive and hard to fix after production starts.
To ensure quality, you must control tolerances, use proper inspection methods, and avoid common mistakes like ignoring heat effects or over-specifying surface finishes.

If quality is not built into the process, inspection alone will not save the part.
Key Quality Factors
- Dimensional accuracy
- Surface consistency
- Internal stress control
Common Mistakes
- Over-specifying tolerances
- Ignoring heat distortion
- Poor chip evacuation design
Inspection Methods
| Method | Purpose |
|---|---|
| CMM | Precision measurement |
| Surface tester | Roughness check |
| Visual check | Surface defects |
How Do I Choose the Right CNC Machining Supplier?
This is where most projects succeed or fail. A good supplier solves problems early. A bad one hides them until it is too late.
You should choose a CNC supplier with proven stainless steel experience, strong process control, clear communication, and real case data instead of just the lowest quote.

Don't just compare prices. You are choosing risk level.
What I Look For
- Experience with 316 and difficult materials
- Clear DFM feedback
- Stable quality systems
Red Flags
- Quotes that are too cheap
- No discussion about tooling or heat
- No real case data
Conclusion
Stainless steel machining is not simple, but it becomes predictable when you understand the material, choose the right grade, and work with the right supplier. I always focus on process control, not just price. That is how I reduce risk, control cost, and keep production stable over time.

-
Understanding how heat affects tool wear can help optimize machining processes and extend tool life. ↩
-
Understanding chip flow is crucial for optimizing machining processes, reducing tool wear, and improving overall efficiency in metal cutting. ↩
-
Explore this link to understand why high corrosion resistance is crucial for marine and medical parts, ensuring durability and safety. ↩
-
Explore this link to understand how coated carbide tools enhance tool life and improve machining efficiency. ↩
