Last updated on February 6, 2026, by Lucy
I have seen good machines produce bad parts more times than I care to admit. In most cases, the root cause was not programming or tooling. It was how the part was held.
Workholding is the method used to locate, support, and clamp a part during machining so it stays stable under cutting forces and meets tolerance requirements. In precision CNC machining, workholding is the foundation that accuracy, surface finish, and repeatability all depend on.

For readers who want a broader understanding of CNC fundamentals before diving deeper, I recommend starting with this ultimate guide to CNC machining, which provides helpful context for how all these elements fit together.
Workholding is not just a setup step. It defines whether a machining process is stable or fragile. Once I began treating workholding as a design problem rather than a shop habit, my results became far more predictable.
What Is Workholding and the Engineering Principles Behind It?
Early in my career, I assumed tighter clamping always meant better results. That belief cost me time and scrap. True workholding is far more deliberate.
Workholding refers to the devices and methods used to precisely locate and securely constrain a workpiece during CNC machining, ensuring it remains stable against cutting forces, vibration, and thermal effects.

Definition and Role in CNC Machining
In a machine shop, workholding defines the part’s position in three-dimensional space. Every toolpath assumes that position is fixed. If it is not, even the best program will fail. This concept is tightly linked to the broader idea of CNC precision machining, where control of every variable determines final part quality.
Parts must be rigidly and accurately constrained because cutting forces act continuously on the workpiece. These forces are not constant. They change with tool engagement, depth of cut, and material hardness. If the part is allowed to move, vibration begins.
Cutting forces, vibration, and stability are directly connected. Poor stability causes chatter. Chatter ruins surface finish, accelerates tool wear, and can damage the spindle. Good workholding interrupts this chain before problems appear.
Core Engineering Principles
Locating and clamping are not the same. Locating defines where the part is. Clamping only holds the part against the locators. The 3-2-1 principle1 is the most common approach. Three points define a primary plane. Two define a secondary plane. One locks the final axis.
Rigidity must be balanced against part deformation. Thin or soft parts can bend under excessive clamping force. Force direction and distribution matter more than force magnitude.
Tool access and machining clearance must also be planned. A rigid fixture that blocks the cutter is a design failure. Good workholding supports the part while staying out of the way.
Types of CNC Workholding and Their Typical Applications?
Over time, I have learned that no single workholding solution fits every job. Each type exists to solve a specific problem.
Different CNC workholding systems are designed to suit specific part geometries, tolerances, materials, and production volumes, and selecting the correct one directly affects efficiency and accuracy.
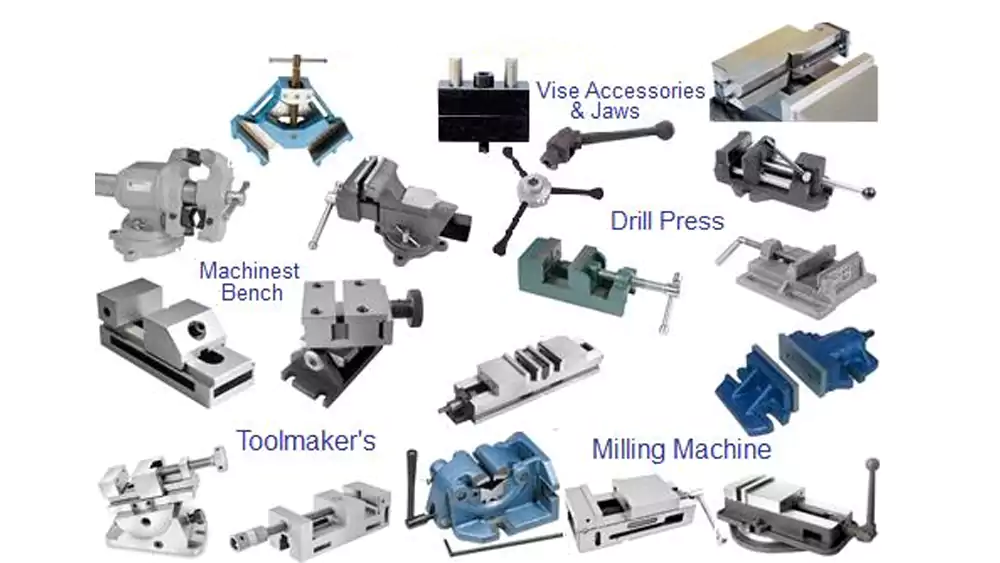
Common Workholding Solutions
Vises with soft jaws2 are widely used for prismatic parts. I often machine custom soft jaws that match the part profile. This increases contact area, improves repeatability, and shortens setup time.
Chucks and collets are ideal for round parts and shafts. Collets offer excellent concentricity and even clamping force. Chucks provide flexibility for larger or irregular diameters.
Fixture plates and modular systems work well for part families and medium production runs. They balance flexibility with accuracy. For a more detailed breakdown of fixture styles and design logic, I often point engineers to this comprehensive analysis of CNC fixtures.
Vacuum workholding is effective for flat, thin components where mechanical clamping would cause distortion. Magnetic workholding is suitable for ferrous parts and light cutting loads.
Custom fixtures are necessary for complex geometries or tight tolerances. They are designed to control distortion and allow multi-face machining in a single setup.
Typical Applications Overview
| Workholding Type | Best-Suited Parts | Key Advantage | Main Limitation |
|---|---|---|---|
| Vises & Soft Jaws | Blocks, brackets | Fast setup | Limited geometry |
| Collets | Shafts, pins | High concentricity | Narrow size range |
| Chucks | Large round parts | Strong grip | Runout risk |
| Vacuum Fixtures | Thin plates | Minimal distortion | Low clamping force |
| Custom Fixtures | Complex parts | Maximum precision | Higher upfront cost |
Workholding Challenges in Precision and Multi-Axis Machining?
As machines gain more axes and tighter tolerances, workholding often becomes the limiting factor rather than the machine itself.
Precision and multi-axis machining introduce workholding challenges that standard solutions cannot reliably solve, especially when access, distortion, and repeatability are critical.

Real-World Challenges
In 5-axis machining, tool access is the main challenge. The fixture must securely hold the part while exposing multiple faces to the cutter. Poor fixture design leads to extra setups, which introduce positioning errors.
Thin-wall parts are especially sensitive to clamping force. Excessive force causes elastic deformation during machining. When the part is unclamped, it springs back out of tolerance. I often use staged machining or full-surface support fixtures to manage this.
Long, slender shafts tend to vibrate under cutting loads. Tailstocks, steady rests, or custom supports are often required. Without them, surface finish degrades quickly. This has a direct impact on final appearance and functional performance, which ties closely to surface quality requirements discussed in this surface finish and roughness comparison guide.
Repositioning accuracy across multiple operations is another concern. Each re-clamping introduces error. High-quality fixtures use hardened datums and repeatable locating features to minimize this risk.
Case Study: Thin-Wall Aerospace Bracket
This project involved an aerospace customer struggling with distortion and scrap.
| Parameter | Value |
|---|---|
| Material | Aluminum 7075-T6 |
| Wall Thickness | 1.2 mm |
| Tolerance | ±0.01 mm |
| Machine | 5-axis CNC |
| Estimated Cutting Force | 180 N |
| Original Scrap Rate | 18% |
We designed a custom fixture3 that supported the entire part surface and applied low, evenly distributed clamping force.
| Result | After Fixture Redesign |
|---|---|
| Scrap Rate | <2% |
| Flatness | 0.008 mm |
| Setup Count | Reduced from 3 to 1 |
This experience reinforced a simple lesson. Fixtures solve problems that tooling and programming cannot.
How Workholding Impacts Machining Accuracy, Surface Finish, and Cost?
Many engineers focus on machines and tools first. In practice, workholding has a larger impact on final results.
Workholding directly influences dimensional accuracy, surface finish quality, tool life, and overall machining cost by controlling stability and repeatability throughout the process.
Impact on Machining Results
Dimensional accuracy4 relies on consistent part location. A well-designed fixture ensures every part is machined from the same reference.
Surface finish improves when vibration is minimized. Rigid and well-supported workholding reduces chatter and produces uniform tool marks.
Tool life benefits from stable cutting conditions. When a part moves, cutting forces fluctuate and tools wear unevenly.
Poor clamping increases scrap risk. One slipped or distorted part can waste hours of machine time and expensive material.
When Custom Workholding Is Required
Custom workholding becomes necessary for complex geometries that standard fixtures cannot support. It is also critical for tight tolerance assemblies where error accumulation is unacceptable.
Low-volume, high-value components often justify custom fixtures. The cost of one scrapped part can exceed the cost of the fixture itself.
Multi-axis machining projects almost always benefit from custom solutions. They reduce setup count, improve accuracy, and shorten lead times.
Conclusion
Workholding is the hidden foundation of precision CNC machining. When it is designed correctly, accuracy improves, scrap drops, and costs become predictable.
If you are dealing with tight tolerances, complex geometries, or repeated quality issues, a deeper look at your workholding strategy is often the fastest way forward. When you are ready to discuss your drawings, materials, and tolerance requirements, you can take the next step and request a quote to see how the right machining and fixturing approach can support your project.

-
Learning the 3-2-1 principle helps in accurately locating and clamping parts, ensuring precision and preventing movement during machining. ↩
-
Explore this link to understand how soft jaws improve contact area, repeatability, and setup time in machining. ↩
-
Explore how a custom fixture can drastically reduce scrap rates and improve precision in aerospace parts manufacturing. ↩
-
Learn why maintaining dimensional accuracy is crucial for consistent part quality and reducing scrap in machining processes. ↩
