Last updated on May 15, 2026, by Lucy
Manufacturers often need round parts with tight tolerances, smooth finishes, and repeatable dimensions. Many engineers struggle to choose the right machining process for shafts, bushings, and threaded components.
CNC turning is a precision machining process where a workpiece rotates while a cutting tool removes material to create cylindrical or round parts. It is ideal for shafts, bushings, threaded parts, and custom components that require tight tolerances, repeatable accuracy, and efficient production for both prototypes and volume orders.

I started learning CNC turning when I was still working in a small machine shop. At first, I believed faster spindle speed solved everything. Later, I realized that speed means very little when the 80th part no longer matches the first one. Stability is what keeps production profitable. That is why I want to explain CNC turning in a practical way, so engineers and buyers can make better decisions before ordering custom parts.
What Is CNC Turning and How Does It Work?
Many engineers know the term CNC turning, but they do not always understand how the process actually works. This often leads to unnecessary machining costs or poor part design choices.
CNC turning removes material from a rotating bar or billet using programmed cutting tools. The process is best for round or cylindrical parts and delivers high precision, strong concentricity, and smooth surface finishes.

CNC Turning Definition
In CNC turning, the raw material rotates at a controlled spindle speed while a stationary cutting tool removes material according to a programmed toolpath.
This process is commonly used for:
| Suitable Parts | Why CNC Turning Is Ideal |
|---|---|
| Shafts | Excellent roundness and concentricity |
| Bushings | Tight internal diameters |
| Pins | High repeatability |
| Sleeves | Smooth outer surfaces |
| Connectors | Fast threading and grooving |
For companies sourcing custom round parts, CNC turning services are often the most cost-effective option for both prototyping and production.
How CNC Turning Works
A standard workflow usually includes:
- Load raw stock into chuck or collet
- Program toolpaths with G-code
- Set spindle speed and feed rate
- Perform rough turning
- Complete finishing passes
- Inspect critical dimensions
The workpiece rotates while the tool moves mainly along X and Z axes. More advanced machines may also include Y-axis movement or live tooling.
Main Components of a CNC Lathe
A CNC lathe normally includes:
- Spindle
- Chuck
- Tool turret
- Tailstock
- Guideways
- Coolant system
- CNC controller
In my experience, spindle rigidity matters more than raw RPM. A stable spindle keeps dimensional variation low over long production runs.
The real value of CNC turning becomes clearer once you understand that the machine is only one part of the equation. Process planning, tooling, and setup discipline all affect final quality. Before discussing materials or tolerances, it helps to understand which turning machines and operations are used in practice.
CNC Turning Types and Common Lathe Operations
Not all CNC turning machines are designed for the same tasks. Using the wrong machine can increase cycle time, reduce accuracy, or raise production cost.
Different CNC turning machines support different part sizes, tolerances, and production volumes. Machine selection should match part geometry, material, and batch quantity.

Types of CNC Turning
Horizontal Turning
This is the most common turning setup.1
Best for:
- shafts
- bushings
- pins
- flanges
Advantages:
- simple chip removal
- high rigidity
- lower equipment cost
Vertical Turning
The spindle is mounted vertically.
Best for:
- large discs
- rings
- heavy components
Advantages:
- supports large diameters
- easier loading for heavy parts
Swiss Turning
Swiss machines support material close to the cutting point2.
Best for:
- medical parts
- miniature connectors
- precision pins
Advantages:
- ultra-high precision
- excellent small-diameter machining
Multi-Axis Turning
These machines include Y-axis, sub-spindle, or live tooling.
Best for:
- complex parts
- reduced setups
Advantages:
- shorter cycle times
- more complete machining in one setup
Common Turning Operations
| Operation | Purpose |
|---|---|
| Facing | Creates flat end surface |
| Straight Turning | Reduces outside diameter |
| Taper Turning | Produces angled surfaces |
| Grooving | Cuts channels or reliefs |
| Threading | Creates internal or external threads |
| Knurling | Adds grip texture |
| Boring | Enlarges internal diameter |
| Parting Off | Separates finished part |
What Parts and Materials Are Suitable for CNC Turning?
Not every part should be machined by turning. Choosing the wrong process can increase waste and machining time.
CNC turning is best for rotational parts such as shafts, bushings, spacers, threaded rods, and cylindrical housings made from metals or engineering plastics.

Common CNC Turned Parts
Typical turned parts include:
- shafts
- threaded rods
- spacers
- sleeves
- nozzles
- couplings
- bushings
- fasteners
Materials Used in CNC Turning
Common materials include:
| Material | Typical Use |
|---|---|
| Aluminum | Lightweight housings |
| Stainless Steel | Corrosion-resistant shafts |
| Brass | Fittings and valves |
| Copper | Conductive parts |
| Titanium | Aerospace and medical |
| POM | Low-friction components |
| Nylon | Wear parts |
| PTFE | Chemical-resistant parts |
Industries That Use CNC Turning
Main industries include:
- Automotive
- Aerospace
- Medical
- Electronics
- Industrial equipment
I often see automation companies order custom shafts, sleeves, and threaded connectors for robotic assemblies.
For parts with more prismatic geometry, pockets, or flat surfaces, engineers usually compare turning with milling. A deeper guide on CNC milling vs CNC turning can help determine the right process.
Now that part suitability is clear, the next question is usually about accuracy. This is where tolerance and finish requirements begin to drive cost.
CNC Turning Tolerances and Surface Finish Standards
Precision is often the main reason engineers choose CNC turning. Poor tolerance control causes assembly issues, scrap, and functional failures.
CNC turning can typically achieve tolerances from ±0.05 mm to ±0.005 mm depending on material, geometry, machine rigidity, and process control.

Typical Tolerances
| Tolerance Level | Range |
|---|---|
| Standard | ±0.05 mm |
| Precision | ±0.01 mm |
| Tight Precision | ±0.005 mm |
Surface Finish Options
Common finishes include:
- As-machined
- Polishing
- Sandblasting
- Anodizing
- Zinc plating
- Nickel plating
| Finish | Ra Value |
|---|---|
| Rough turning | 3.2–6.3 μm3 |
| Fine turning | 0.8–1.6 μm |
| Polished | <0.4 μm |
Factors Affecting Precision
- tool wear
- spindle runout
- fixture rigidity
- coolant stability
- programming strategy
This is why I always tell customers that CNC turning is not really about running fast. It is about running stable.
Tolerance always affects cost. Once tolerance tightens, setup time, inspection frequency, and scrap risk all increase. That is why understanding pricing logic matters before requesting ultra-tight specifications.
CNC Turning Costs and How Pricing Is Calculated
Buyers often compare multiple quotes and wonder why prices vary so much between suppliers.
CNC turning cost is mainly influenced by material, quantity, complexity, tolerance requirements, and surface finishing operations.
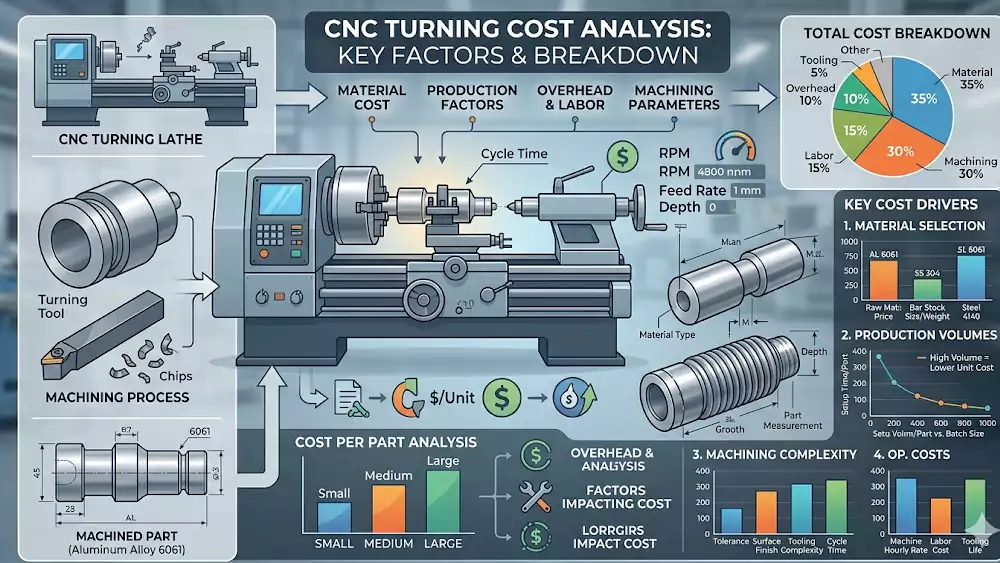
Main Cost Factors
| Factor | Cost Impact |
|---|---|
| Material | Titanium costs more than aluminum |
| Quantity | Higher quantity lowers unit cost |
| Complexity | More features increase cycle time |
| Tolerance | Tight tolerances increase inspection |
| Surface Finish | Secondary processing adds cost |
Prototype vs Production Costs
| Production Type | Best Use |
|---|---|
| Prototype | Validation and testing |
| Low-volume | Bridge production |
| Mass production | Stable demand |
Prototype machining usually costs more per unit because setup time is distributed across fewer parts.
CNC Turning Case Study: Precision Stainless Steel Shaft
Real production data often explains more than theory.
This stainless steel shaft project required tight tolerance control, threading accuracy, and stable batch consistency for industrial automation equipment.

Project Parameters
| Parameter | Value |
|---|---|
| Material | SUS304 |
| Diameter | 28 mm |
| Length | 120 mm |
| Tolerance | ±0.01 mm |
| Surface Finish | Ra 1.6 |
| Thread | M20 x 1.5 |
| Quantity | 500 pcs |
| Lead Time | 9 days |
Challenges
- concentricity under 0.015 mm
- burr-free thread edges
- consistent finish quality
Solutions
- carbide inserts
- coolant optimization
- finish pass control
- in-process inspection
Result:
- 99.4% pass rate
- stable production consistency
This project reminded me again that once tolerance and finish stability are achieved, efficiency becomes much easier to improve.
FAQ
What is the difference between CNC milling and CNC turning?
CNC turning rotates the workpiece and is best for round parts. CNC milling rotates the cutting tool and is better for flat, prismatic, or complex geometries.
What tolerance can CNC turning achieve?
Standard CNC turning tolerance is usually ±0.05 mm. Precision turning commonly reaches ±0.01 mm, while tighter tolerances may reach ±0.005 mm.
What parts are best suited for CNC turning?
Shafts, bushings, sleeves, threaded rods, spacers, and cylindrical connectors are ideal for CNC turning.
Is CNC turning suitable for prototypes and low-volume production?
Yes. CNC turning is widely used for prototypes, bridge production, and low-volume manufacturing because setup is efficient and repeatability is high.
How much does CNC turning cost?
Cost depends on material, quantity, geometry complexity, tolerance requirements, and finishing needs.
Conclusion
CNC turning is one of the most efficient ways to manufacture accurate round parts. When process stability is controlled, quality, cost, and repeatability all improve together.

-
"An Introduction to CNC Turning - Erie Institute of Technology", https://erieit.edu/introduction-to-cnc-turning/. A neutral manufacturing reference describing lathe configurations should support that the horizontal engine/CNC lathe is the conventional and widely used arrangement for general turning operations. Evidence role: general_support; source type: education. Supports: Horizontal turning is the most common turning setup.. Scope note: Such sources may establish conventional prevalence qualitatively rather than provide market-share statistics. ↩
-
"ISWISS Precision Machining: Reviews & Insights - Cs", https://cs.grinnell.edu/lunar-note/iswiss-precision-machining-reviews-and-insights-1767647251. A technical source on Swiss-type lathes should explain that a guide bushing supports the bar stock close to the cutting tool, reducing deflection and enabling accurate machining of small or slender parts. Evidence role: mechanism; source type: education. Supports: Swiss machines support material close to the cutting point, which is why they are suitable for precision small-diameter machining.. Scope note: This supports the machining principle behind Swiss turning, but it does not by itself verify every listed application or quantify “ultra-high precision.” ↩
-
"Surface Roughness Conversion Chart Tables - Engineers Edge", https://www.engineersedge.com/manufacturing/surface-roughness-conversion.htm. Machining reference sources commonly list turning operations as capable of producing surface roughness values in the low micrometre Ra range, with rough turning often falling around 3.2–6.3 μm; this supports the table as a typical guideline rather than a guaranteed result. Evidence role: general_support; source type: education. Supports: Rough turning typically produces an Ra surface finish around 3.2–6.3 μm.. Scope note: Surface roughness depends on tool geometry, feed rate, material, cutting speed, coolant, and machine condition, so the cited range should be treated as indicative. ↩
