Editor's Note: Last updated on May 28, 2026, by Lucy
CNC machining costs often rise because of inefficient part design, poor batch planning, and unnecessary precision requirements that add hidden production time.
The best way to reduce CNC unit cost without sacrificing quality is to simplify part geometry, optimize machining processes, use realistic tolerances, and improve production planning. Most long-term savings come from smarter engineering decisions, not lower supplier margins.
I have worked with many engineers and sourcing managers who believed lower pricing always meant lower quality. In reality, most unnecessary CNC costs begin inside the drawing, the material selection, or the production schedule. Once those issues are corrected, pricing becomes much more stable without hurting part performance.
How Part Design Affects CNC Unit Cost?
Complex CNC designs often look impressive in CAD software. Still, unnecessary features can increase machining time, setup difficulty, and scrap risk very quickly.
Part design directly affects CNC unit cost because deep pockets, sharp corners, thin walls, and excessive tolerances force slower machining speeds and longer inspection time. Simple and stable geometry usually lowers cost while maintaining the same product function.
In one industrial automation project, I reviewed a stainless steel mounting block designed with deep cavities and sharp internal corners. The customer wanted a lower price, but the original geometry forced multiple long-reach tool operations that dramatically increased machining time.
After discussing the design together, we optimized several non-critical features.
Design Changes That Reduced CNC Cost
| Design Element | Original Design | Optimized Design | Result |
|---|---|---|---|
| Internal corners | Sharp 90° | R3 fillet radius | Faster machining |
| Pocket depth | 42 mm | 28 mm | Reduced tool vibration |
| Wall thickness | 1.2 mm | 2.5 mm | Better part stability |
| Surface finish | Ra 0.8 everywhere | Critical areas only | Less polishing time |
| Tolerance | ±0.01 mm overall | Mixed tolerance zones | Lower inspection cost |
The machining cycle time dropped from 51 minutes to 33 minutes per part. Scrap rate also improved because the updated wall thickness reduced deformation during finishing.
I often explain to customers that every unnecessary feature adds cost somewhere in the process. Good CNC design is not about making the part look more complex. It is about making the part easier to manufacture consistently.
For engineers evaluating long-term production efficiency, this guide on CNC machining cost reduction strategies explains how design choices directly affect pricing and production stability.
Material and Tooling Selection Strategies?
Raw material cost is important, but material machinability often has an even bigger impact on total CNC production cost.
The right material and tooling strategy reduce CNC unit cost by improving cutting speed, extending tool life, reducing scrap, and minimizing secondary finishing operations.
I once worked on two aluminum projects with nearly identical dimensions. One used Aluminum 6061-T6, while the other used 7075-T6 because the customer assumed higher strength automatically meant better performance.
The final unit price for the 7075 part increased by almost 28%. The raw material itself was only part of the issue. Tool wear increased faster, cutting speeds dropped, and surface finishing became more difficult.
Material Comparison for CNC Cost Efficiency
| Material | Machinability | Tool Wear | Typical Use | Relative Cost |
|---|---|---|---|---|
| Aluminum 6061 | Excellent | Low | General industrial parts | Low |
| Aluminum 70751 | Medium | Medium | Aerospace structural parts | Medium |
| Stainless Steel 304 | Poor | High | Corrosion resistance | High |
| POM/Delrin | Excellent | Very low | Fixtures and housings | Low |
| Titanium Ti6Al4V | Difficult | Very high | Aerospace and medical | Very high |
Tooling strategy also changes production efficiency. Long production runs benefit from dedicated fixtures and optimized tool paths, while prototypes usually require more flexible machining setups.
Practical CNC Tooling Cost Strategies
- Use standard cutter sizes whenever possible
- Avoid deep cavities that require long tools
- Reduce unnecessary tool changes
- Group similar parts into shared fixture setups
- Match cutting tools to material hardness
I also recommend reviewing CNC tool path optimization methods during the early production stage because tool movement efficiency can significantly reduce cycle time in larger production runs2.
Process Optimization for Faster CNC Production?
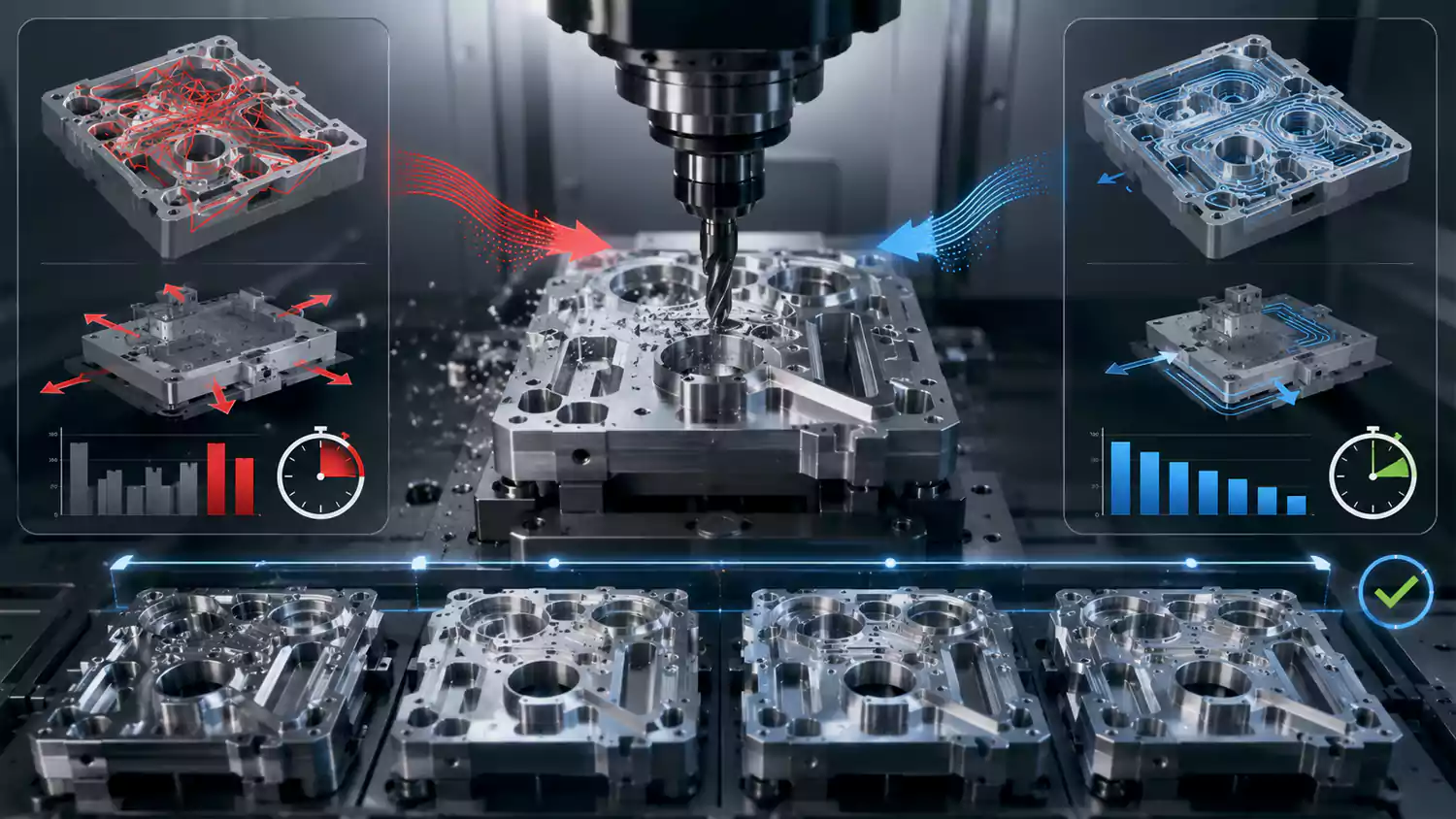
Most CNC machining cost comes directly from machine time. Faster and more stable production usually leads to lower unit pricing.
CNC process optimization reduces cost by shortening setup time, improving tool paths, reducing machine idle movement, and increasing machining consistency across production batches.
A robotics customer once asked why two suppliers quoted completely different prices for the same aluminum housing design. After reviewing both production methods, the reason became obvious.
One supplier used older 3-axis machines with multiple manual setups. The second supplier used a horizontal 4-axis machining center with pallet automation.
Real CNC Production Case Study
| Parameter | Supplier A | Supplier B |
|---|---|---|
| Machine Type | 3-axis VMC | 4-axis horizontal CNC |
| Setups Required | 4 | 1 |
| Cycle Time | 46 min | 19 min |
| Operator Intervention | High | Low |
| Scrap Rate | 5.8% | 1.2% |
| Unit Cost | $42.50 | $24.80 |
The lower-cost supplier did not reduce quality standards. Their production process was simply more efficient.
I have seen many factories lose profitability because operators spend too much time changing tools, repositioning fixtures, or manually checking offsets between operations.
Common CNC Process Improvements
| Optimization Method | Main Benefit |
|---|---|
| Tool path smoothing | Less vibration |
| Fixture standardization | Faster setups |
| Automated probing | Better consistency |
| Multi-part fixtures | Higher machine utilization |
| Pallet changers | Reduced machine idle time |
For buyers sourcing production components, professional CNC machining services with modern automation systems usually provide better long-term production efficiency and pricing stability.
Batch Production and Supply Chain Optimization?
Small and inconsistent production batches usually create higher CNC unit costs because setup and programming expenses get repeated too often.
Larger and better-planned CNC production batches lower unit cost by spreading setup, tooling, inspection, and material purchasing costs across more parts. Stable supplier relationships also improve long-term pricing consistency.

One purchasing manager told me he wanted the lowest possible CNC price, but his company placed small emergency orders every few weeks. Each order forced the supplier to restart setup preparation, inspection planning, and machine scheduling.
We reviewed the annual demand forecast together and reorganized the production schedule.
Annual Production Optimization Example
| Production Method | Annual Orders | Avg Batch Size | Unit Cost |
|---|---|---|---|
| Random small batches | 24 | 40 pcs | $31.20 |
| Planned quarterly batches | 4 | 240 pcs | $21.90 |
The cost reduction came from:
- Lower setup frequency
- Better raw material purchasing
- Reduced machine interruptions
- Shared inspection planning
- More stable production scheduling
I rarely see sustainable cost reduction from aggressive supplier pressure alone. I usually see better results when customers build stable partnerships and provide predictable production planning3.
For companies evaluating overseas production options, this article about finding reliable CNC machining suppliers in China explains what factors help reduce both quality risk and long-term manufacturing cost.
Quality Control and Tolerance Cost Management?
Many CNC drawings apply unnecessarily tight tolerances to every feature, even when those dimensions do not affect assembly or product function.
Tolerance optimization lowers CNC cost by applying tight tolerances only to critical functional features while allowing standard machining tolerances on non-critical surfaces.
A medical equipment customer once specified ±0.005 mm tolerance across nearly the entire drawing for a stainless steel component. After reviewing the assembly function, we found that only two bearing locations actually required that level of precision.
Everything else could safely use standard machining tolerance.
Tolerance Cost Impact Example
| Tolerance Range | Relative Machining Cost |
|---|---|
| ±0.1 mm | Low |
| ±0.05 mm | Medium |
| ±0.02 mm | High |
| ±0.01 mm | Very high |
| ±0.005 mm | Extreme |
As tolerance requirements become tighter:
- Cutting speeds decrease
- Tool wear increases
- Inspection time grows
- Scrap risk becomes higher
- Temperature control becomes more critical
Smart CNC Tolerance Strategy
| Feature Type | Recommended Approach |
|---|---|
| Critical fit surfaces | Tight tolerance |
| Cosmetic surfaces | Standard tolerance |
| Non-functional features | Relaxed tolerance |
| Hole positions | GD&T where needed |
| Reference surfaces | Stable datum control |
I usually recommend separating dimensions into critical and non-critical zones early in the design stage. That approach protects product quality while avoiding unnecessary machining expense.
This detailed guide on how to reduce CNC machining costs also explains how tolerance planning affects machining efficiency, inspection time, and overall production pricing.
Conclusion
Reducing CNC unit cost without sacrificing quality starts with better engineering decisions. Smart part design, realistic tolerances, stable production planning, and efficient machining processes create sustainable savings that benefit both the customer and the supplier over the long term.

Footnote on evidence:
-
"7075 Aluminum Alloy: Composition, Properties, Strength ... - Allied Metal", https://alliedcasting.com/7075-aluminum-alloy-in-manufacturing/. A materials reference identifying 7075 aluminum as a high-strength alloy widely used in aerospace structural applications would support the article’s distinction between 7075 and general-purpose aluminum alloys. Evidence role: general_support; source type: education. Supports: Aluminum 7075 is commonly associated with aerospace structural parts and differs from 6061 in cost and machining considerations.. Scope note: Such a source can support typical applications and material characteristics, but it would not verify the article’s specific 28% unit-price increase or shop-specific machining costs. ↩
-
"Optimization of Tool Path Planning on CNC Machine Performance in ...", https://www.preprints.org/manuscript/202412.2281. Research on CNC tool-path optimization reports that reducing non-cutting motion and improving path planning can shorten machining time, providing contextual support for the claim that tool movement efficiency affects cycle time. Evidence role: mechanism; source type: paper. Supports: Optimized CNC tool movement can reduce cycle time, especially when repeated across larger production runs.. Scope note: The magnitude of cycle-time reduction depends on part geometry, machine tool, cutting parameters, and production setup, so a general study would not guarantee the same improvement in every production run. ↩
-
"The Advantages of A Well Managed Supplier Relationship", https://www.oxfordcollegeofprocurementandsupply.com/the-advantages-of-a-well-managed-supplier-relationship/. Peer-reviewed supply-chain research on buyer–supplier collaboration and collaborative planning finds that shared forecasts, coordinated schedules, and long-term relationships can improve operational performance by reducing uncertainty and disruption. Evidence role: expert_consensus; source type: paper. Supports: Customers often achieve more sustainable manufacturing cost reductions through stable supplier relationships and predictable production planning than through aggressive supplier price pressure alone.. Scope note: The evidence is contextual and industry-general; it does not prove that every CNC sourcing relationship will outperform price-pressure negotiations. ↩
