Last updated on March 19, 2026, by Lucy
I often see engineers struggle to choose the right machining process. A wrong choice leads to delays, high cost, and rejected parts.
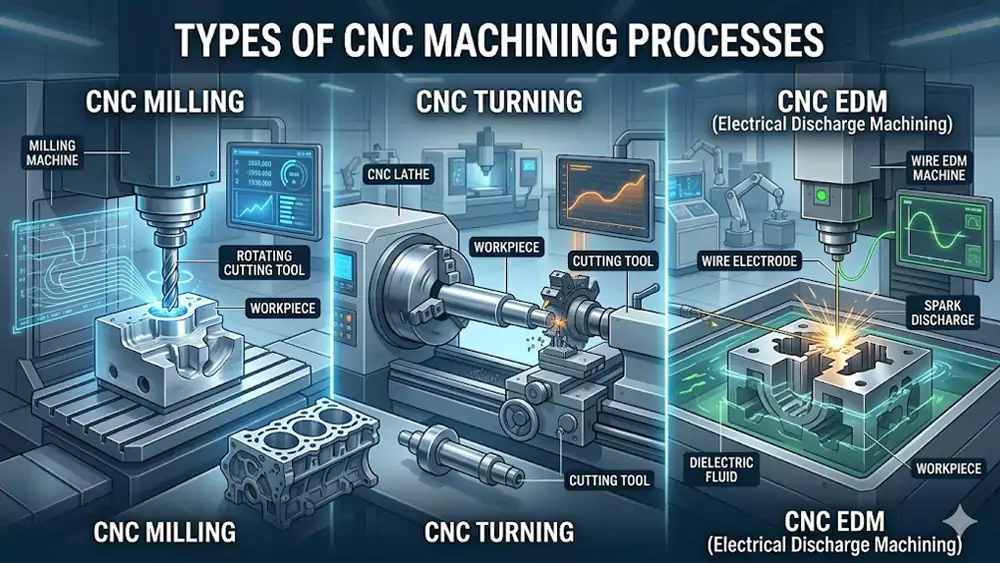
CNC machining includes milling, turning, drilling, grinding, and EDM. Each process fits different part shapes, materials, and tolerance needs. Choosing the right one helps reduce cost, improve accuracy, and speed up production.

I have worked with many engineers who sent perfect CAD files but still faced issues in production. The problem was not the design. It was the process selection. So I want to break this down in a simple and practical way.
What Are the Main Types of CNC Machining Processes?
Many buyers feel confused when they hear different CNC terms. They often do not know which one really matters for their parts.
The main CNC machining processes are milling, turning, drilling, grinding, and EDM. Each process removes material in a different way and is suited for specific geometries and precision levels.
When I explain this to clients, I always start with a simple comparison. It helps them quickly understand where their part fits.
Core CNC Machining Processes
| Process | Best For | Typical Tolerance | Key Advantage |
|---|---|---|---|
| CNC Milling | Complex shapes | ±0.01 mm | High flexibility |
| CNC Turning | Cylindrical parts | ±0.02 mm | Fast and cost-efficient |
| CNC Drilling | Holes | ±0.05 mm | Simple and fast |
| CNC Grinding | Ultra precision | ±0.005 mm | Fine surface finish |
| EDM | Hard materials | ±0.005 mm | No cutting force |
How I See It in Real Projects
I usually group them like this:
- Milling = shape creation
- Turning = round parts
- EDM = difficult materials or sharp corners
For example, I once worked on a robotic joint housing. The geometry was complex. So milling was the only practical option. Turning would not work at all.
So I always tell clients one thing. Do not start with the machine. Start with the shape of your part.
CNC Milling vs Turning vs Other Processes – What’s the Difference?
Many engineers ask me one question again and again. They want to know which process is better.
Milling is best for complex shapes, turning is best for round parts, and EDM is used for hard materials or fine features. The difference comes from how the tool moves and how the material is removed.
I will break this down in a simple way based on how I choose processes in real jobs.
Key Differences
| Feature | Milling | Turning | EDM |
|---|---|---|---|
| Motion | Tool rotates | Part rotates | Electrical spark |
| Geometry | Complex | Cylindrical | Very detailed |
| Cost | Medium | Low | High |
| Precision | High | Medium | Very high |
Case Study: Engine Mount Bracket
I once handled a project for an automotive client. The part was a custom engine mount bracket.
Here are the actual parameters:
| Parameter | Value |
|---|---|
| Material | Aluminum 70751 |
| Tolerance | ±0.01 mm |
| Surface Finish | Ra 1.6 |
| Volume | 500 pcs |
| Complexity | High (multi-face features) |
What Happened
At first, the client considered turning. That was a mistake. The part had multiple flat surfaces and pockets.
So I recommended 3-axis + 4-axis CNC milling.
Result
- Cycle time reduced by 18%
- Cost reduced by 12%
- No rework needed
This is why I always say:
The process is not about preference. It is about geometry and function.
Types of CNC Machines and How They Are Programmed?
Some buyers focus too much on machine type. They think a 5-axis machine solves everything.
CNC machines include 3-axis, 4-axis, 5-axis mills, CNC lathes, and Swiss-type machines. They are programmed using G-code, CAM software, or conversational systems depending on complexity.

I have seen many expensive machines used the wrong way. That leads to wasted money.
CNC Machine Types
-
3-axis CNC
Best for simple parts. Low cost. Easy setup. -
4-axis CNC
Adds rotation. Good for multi-side machining. -
5-axis CNC
Best for complex geometry. Reduces setups. -
CNC Lathe
Perfect for round parts like shafts. -
Swiss-type Lathe
Ideal for small, high-precision parts.
Programming Methods2
| Method | Use Case | Advantage |
|---|---|---|
| G-code | Simple jobs | Direct control |
| CAM software | Complex parts | Automation |
| Conversational | Shop floor edits | Fast setup |
What I Tell Clients
Any shop can buy a 5-axis machine3. What matters is knowing when not to use it.
I once reviewed a part that was quoted with 5-axis machining. I checked the geometry. A 3-axis setup could do it.
The result:
- Cost dropped by 25%
- Lead time improved
So I always look at process first. Machine comes second.
How to Choose the Right CNC Machining Process for Your Parts?
This is the most important question. Many projects fail at this step.
To choose the right CNC process, you need to consider part geometry, material, tolerance, and cost. Matching these factors with the correct process ensures better quality and lower manufacturing cost.

I use a simple method when I evaluate a new part.
Step-by-Step Decision Logic
1. Geometry
- Complex shape → Milling
- Round shape → Turning
2. Material
- Hard materials → EDM or grinding
- Aluminum/plastics → Milling or turning
3. Tolerance
- ±0.01 mm → Milling or grinding
- Ultra precision → Grinding or EDM
4. Cost
- High volume → Turning (if possible)
- Low volume → Milling
Real Insight from My Work
I always remind clients of one thing.
A more advanced process does not mean a better result.
I once had a client insist on 5-axis machining. After review, I changed it to 3-axis + fixture.
The result was simple:
- Lower cost
- Same quality
- Faster delivery
So I usually say this:
If you are not sure which process fits your part, send me your drawing. I can review it and suggest the best option based on real production experience.
Conclusion
Choosing the right CNC machining process is about matching geometry, material, and tolerance. The right decision reduces cost and improves part quality.

-
Learn more about the properties, equivalent materials, and applications of 7075 aluminum alloy. ↩
-
Explore various CNC programming methods to optimize machining processes and reduce setup time. ↩
-
Learn when to use a 5-axis machine effectively to avoid unnecessary costs and improve machining efficiency. ↩
