Last updated on February 27, 2026, by Lucy
Designers add undercuts to make parts work. Then machining gets complex. Costs rise. Delays happen. I have seen projects stall because one hidden groove changed everything.
Undercutting in machining is the process of removing material beneath a surface that a standard vertical cutting tool cannot reach. It requires special tooling or multi-axis access and directly affects cost, tolerance, and inspection complexity.
Undercuts look small in CAD. They rarely behave small in production. I have machined almost every type of undercut. Before I provide a quote, I always ask whether your CNC machining project is truly necessary.
What Is Undercutting and Why Does It Matter in CNC Machining?
Many engineers draw undercuts for function. Then the supplier struggles. The issue is not geometry alone. The issue is access and tool path limits.
An undercut is a recessed feature that sits behind a wall, shoulder, or internal surface, making it unreachable by a standard end mill from a straight vertical approach. It can be internal or external and often requires specialized cutters.
Internal vs External Undercuts
Internal undercuts sit inside bores or cavities. External ones sit under flanges or overhangs. Both block standard tool access.
Why Standard End Mills Cannot Reach
A normal end mill cuts downward. It cannot cut sideways under a lip. The shank interferes. The holder collides. The tool deflects.
Common Functional Reasons
I see undercuts used for:
- Retaining ring grooves1
- Snap-fit geometries
- Thread relief grooves
- O-ring sealing seats
- Clearance for mating shafts
If you remove the undercut, the assembly may jam. The seal may leak. The ring may not seat fully.
I once machined a gearbox housing where a missing 1.5 mm thread relief caused cross-threading during assembly. That small groove prevented a full product recall. That is why undercuts matter.
What Types of Undercuts Exist and How Are They Machined?
Engineers often group all undercuts together. In practice, each type behaves differently in machining.
Common CNC undercuts include T-slots, dovetails, thread relief grooves, internal shoulder cuts, and O-ring grooves. Each requires specific cutters such as lollipop tools, T-slot cutters, or custom form tools.

Common Types

| Type | Typical Use | Machining Challenge |
|---|---|---|
| T-slot | Sliding components | Tool rigidity |
| Dovetail | Mechanical locking | Cutter wear |
| Thread relief | Thread termination | Tight tolerance |
| O-ring groove | Sealing | Surface finish |
| Internal shoulder | Bearing seats | Access depth |
Tooling Methods
I use:
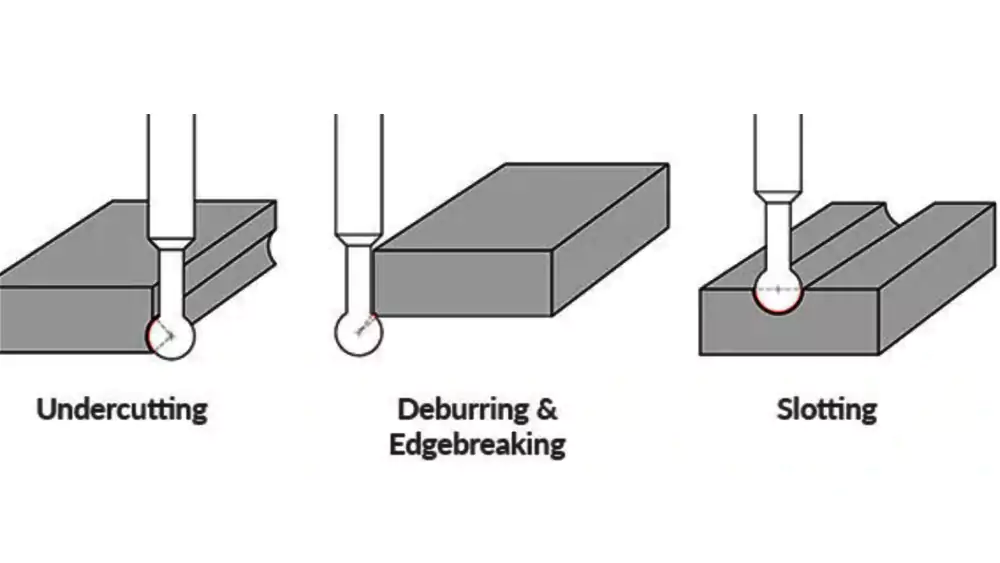
- Lollipop cutters for internal side cuts
- T-slot cutters for wider undercuts
- Dovetail cutters for angled walls
- Custom form tools for high volume
3-axis machines can handle many external undercuts. Internal complex ones often require 5-axis repositioning.
Tool stick-out2 is critical. Long stick-out reduces rigidity. That increases vibration. That hurts surface finish.
I always review tool diameter versus undercut radius before quoting. Many CAD files ignore tool geometry limits.
What DFM Rules and Technical Limits Should You Know?
This is where most cost problems start. Many undercuts are machinable. Not all are practical.
Undercut design must respect minimum internal radii, tool access direction, depth-to-diameter limits, and achievable tolerances. Ignoring these factors increases scrap risk and inspection difficulty.

Minimum Radius Limits
Every cutter has a corner radius. If you draw a sharp 90° internal corner, I must use a form tool or EDM. That raises cost.
Depth-to-Diameter Ratio
If the groove depth exceeds 4× tool diameter, deflection increases. I often limit undercut depth to safe rigidity zones.
Surface Finish
O-ring grooves may require Ra 1.6 µm or better. Vibration from long-reach tools can make that hard. Secondary polishing may be needed.
Tolerance Capability
Undercut widths under 2 mm with ±0.01 mm tolerance require stable tooling and low feed rates. That slows cycle time.
Burr Control
Side cutting generates burrs. Internal burrs are hard to remove. Deburring tools or manual work adds labor. In many precision parts, the secondary process becomes just as critical as machining itself. I often recommend reviewing a detailed deburring and finishing guide to understand how burr removal affects final quality and cost.
Inspection Challenges
CMM probes may not reach deep internal undercuts. Optical scanning may struggle with hidden geometry. Sometimes we design custom gauges.
Case Study: Industrial Automation Housing
I worked on a robotic actuator housing for an automation client.
Material: 7075-T6 aluminum
Batch size: 120 pcs
Internal undercut: 3.2 mm width
Depth: 6.5 mm
Tolerance: ±0.02 mm
Surface finish: Ra 1.6 µm
| Parameter | Initial Design | Optimized Design |
|---|---|---|
| Cutter type | Custom form | Lollipop cutter3 |
| Setup count | 3 | 2 |
| Cycle time | 38 min | 26 min |
| Scrap rate | 8% | 2% |
| Cost per part | $142 | $101 |
The engineer added a 0.5 mm corner radius. That small change allowed standard tooling. The cost dropped nearly 30%. Delivery time improved by one week.
That project reinforced a simple truth. Small geometry changes matter.
How Does Undercutting Impact Cost, Lead Time, and Risk?
Engineers often focus on function. Procurement focuses on cost and schedule. Undercuts affect both.
Undercuts increase machining cost due to specialized tooling, additional setups, longer cycle times, and higher scrap risk from tool deflection or vibration.

Tooling Cost
Special cutters wear faster. Custom tools cost more. Small batch orders suffer the most.
Additional Setup
Some undercuts require part repositioning. That adds handling time and alignment risk.
Reduced Efficiency
Side cutting uses lower feed rates. That increases cycle time.
Scrap Risk
Long tools deflect. Small tolerances amplify error. One broken cutter can scrap a part near completion.
Prototype vs Production
In low volume, custom tooling4 may not amortize well. In high volume, a form tool may reduce unit cost dramatically.
When I review a drawing, I always ask one question: does this feature justify the extra setup and inspection work? If the answer is uncertain, we explore alternatives.
When Should You Avoid Undercuts and What Are the Alternatives?
Not every undercut is necessary. Some are habits from legacy design.
You can often reduce cost by redesigning the part, splitting components, adding radii, or modifying mating geometry instead of machining deep undercuts.

Practical Alternatives
- Split into two assembled components
- Replace sharp shoulder with fillet
- Modify mating shaft geometry
- Use retaining ring instead of deep groove
- Consider additive manufacturing for internal cavities
Industry Examples
In automotive transmission components, small thread reliefs are essential.
In motorcycle brake housings, deep internal grooves5 often can be redesigned.
In medical device enclosures, undercuts may be replaced by assembly features.
In hydraulic fittings, sealing grooves must meet strict finish standards.
I can machine almost any undercut you draw. But I always ask if it makes sense. A 0.5 mm radius or a split design can reduce cost by 20–30%. That is real savings across production runs.
Conclusion
Undercutting is powerful but costly. Good design balances function, manufacturability, and inspection. When we talk early, we prevent problems later.

-
Explore this link to understand precise machining methods that ensure secure and functional retaining ring grooves in assemblies. ↩
-
Understanding tool stick-out is crucial for improving machining rigidity and surface finish quality, reducing vibration and tool wear. ↩
-
Learn how using a Lollipop cutter can optimize cycle time, reduce scrap, and lower manufacturing costs in precision parts. ↩
-
Explore this link to understand how custom tooling impacts cost efficiency and production quality in manufacturing. ↩
-
Learn about redesigning deep internal grooves to improve manufacturability and reduce complexity in components. ↩
