Author's Note: Last updated on May 21, 2026, by Lucy
Plastic parts often fail during machining because of melting, warping, or unstable tolerances. I see many engineers use metal machining strategies on plastics, and that usually creates expensive quality problems.
CNC machining plastics requires careful control of heat, tooling, cutting parameters, and part design. The best results come from choosing the right plastic material, using sharp tools, optimizing speeds and cooling, and designing parts that reduce stress and deformation during machining.

Plastic parts are now widely used in robotics, electronics, medical devices, and industrial automation systems. I often work with engineers who need lightweight parts with good insulation, corrosion resistance, and dimensional stability. Plastic machining may look simple at first, but controlling heat and stress is what separates stable production from high scrap rates.
What Makes CNC Machining Plastics Different from Metal Machining?
Many people assume plastics are easier to machine because they are softer than metal. In reality, plastics create a completely different set of machining challenges.
Plastic materials react to heat, cutting pressure, and clamping force much faster than metals. During CNC machining, plastics can melt, warp, crack, or expand if cutting tools, feeds, cooling, and machining strategies are not properly controlled.
One of the biggest differences is heat control. Metals spread cutting heat more efficiently. Plastics trap heat close to the cutting edge. This causes melting, gummy chips, poor surface finish, and dimensional instability. I once worked on a batch of acrylic covers that looked perfect during machining, but several parts cracked hours later because internal stress remained trapped inside the material.
Another major difference is rigidity. Many plastics flex under clamping pressure. Thin-wall parts can deform during machining and then spring back after unclamping. This creates tolerance problems that many new suppliers fail to predict.
Moisture absorption is another issue. Nylon absorbs water from the air.1 This changes part dimensions over time. Engineers who need stable tolerances often switch to POM or PEEK for this reason.
Here is a quick comparison between plastics and metals during machining:
| Factor | Plastics | Metals |
|---|---|---|
| Heat Resistance | Low | High |
| Thermal Expansion | High | Low |
| Rigidity | Lower | Higher |
| Chip Formation | Soft or stringy | Stable |
| Clamping Force | Light | Higher |
| Surface Damage Risk | High | Moderate |
These differences explain why machining plastics requires its own process strategy instead of copying metal machining settings directly.
Before moving into machining parameters, I always tell engineers to first understand the material itself. Most machining problems start long before the machine spindle turns on. Material selection and part design usually determine whether production will run smoothly or become a constant troubleshooting process.
4 Essential Tips for Precision CNC Machining Plastics
Most plastic machining failures come from excessive heat, unstable cutting conditions, or poor material selection. Small process changes can make a huge difference in part quality and consistency.
Successful CNC plastic machining depends on four key factors: selecting the correct engineering plastic, using sharp cutting tools, controlling heat with proper feeds and cooling, and designing parts that improve machining stability and dimensional accuracy.

Choose the Right Plastic Material for the Application
Different plastics machine very differently. Some materials cut cleanly and stay stable. Others warp easily or chip under stress.
POM, also called Delrin, is one of the easiest plastics to machine because it has good rigidity and low friction. Nylon performs well for wear-resistant components, but it absorbs moisture and can move slightly after machining. Acrylic creates a beautiful surface finish, but it is sensitive to cracking if machining stress becomes too high.
For high-temperature environments, engineers often use PEEK or other advanced engineering plastics. If thermal resistance is important, this guide to heat resistant plastics for CNC machining explains how different materials perform under elevated temperatures.
I usually recommend selecting materials based on the final application first, then optimizing machinability second.
| Plastic Material | Machinability | Common Applications |
|---|---|---|
| POM (Delrin) | Excellent | Gears, bushings |
| Nylon | Good | Wear components |
| PTFE | Moderate | Seals, insulation |
| Acrylic | Moderate | Transparent covers |
| PEEK | Good | Aerospace, medical |
| UHMW | Difficult | Sliding parts |
A robotics customer once changed from acrylic to POM for a precision positioning fixture. The redesign reduced cracking issues completely and improved machining consistency during production runs.
Use Proper Cutting Tools and Sharp Tooling
Sharp tools are critical when machining plastics. Dull tools create friction instead of clean cutting action. That quickly raises temperature at the cutting edge.
Single-flute and polished carbide tools usually perform better for softer plastics because they evacuate chips more efficiently. I also prefer high rake angle tooling because it slices material cleanly instead of rubbing against the surface.
Filled plastics such as glass-filled Nylon or carbon-filled PEEK are much more abrasive. These materials wear tooling quickly. In those cases, coated carbide tools help extend tool life and improve dimensional consistency.
Tool geometry matters more than many engineers expect. A cutter designed for stainless steel may perform poorly in plastic because chip evacuation behavior is completely different. Lower flute counts often help reduce heat buildup.
One mistake I still see often is using worn tooling for plastic parts. Metal components may still look acceptable with slightly worn tools, but plastics show surface damage almost immediately when cutting edges lose sharpness.
Optimize Speeds, Feeds and Cooling
Heat is the biggest enemy in plastic machining.2 Good cutting parameters help remove chips before heat builds up inside the material.
The best machining results for plastics usually come from moderate spindle speeds, stable feed rates, shallow cuts, and strong air cooling to prevent melting and thermal deformation.

Lower spindle speeds often reduce melting. Feed rates should still remain high enough to maintain proper chip thickness. If the tool rubs instead of cuts, heat increases rapidly.
Compressed air cooling works very well for many plastics because liquid coolants can sometimes create contamination or stress cracking. Acrylic and polycarbonate especially benefit from stable dry cooling conditions.
I usually recommend testing parameters on small sample batches before moving into production. Material quality and moisture content can change cutting behavior significantly.
Here is a simplified machining setup I used for precision POM components:
| Parameter | Value |
|---|---|
| Spindle Speed | 10,000 RPM |
| Feed Rate | 1,200 mm/min |
| Depth of Cut | 1.0 mm |
| Cooling Method | Air blast |
| Tool Type | Single-flute carbide |
For engineers working with different engineering polymers, this engineering plastics machining guide gives a broader overview of machining behavior across common industrial materials.
Design Plastic Parts for Better Machinability
Good machining begins with good design. Many plastic parts are still designed using metal part standards, and that often creates unnecessary manufacturing risk.
Sharp internal corners should be avoided because plastics are more sensitive to stress concentration. Thin walls also increase vibration and deformation during machining.
I often recommend adding larger corner radii and increasing wall thickness slightly. Small design changes can dramatically improve machining stability and reduce scrap rates.
Threads also need special attention. Fine threads strip more easily in plastics. In many cases, threaded brass inserts provide much better long-term durability.
Below is a real production case from an industrial automation project:
| Feature | Original Design | Optimized Design |
|---|---|---|
| Wall Thickness | 1.5 mm | 3.0 mm |
| Internal Radius | 0.5 mm | 2.0 mm |
| Thread Type | Direct tapped | Brass insert |
| Material | Acrylic | POM |
| Scrap Rate | 18% | 2% |
After redesigning the component, machining stability improved significantly and production lead time dropped by nearly 30%.
Good design choices also reduce machining cost over time. Engineers who understand plastic machining early in the design stage usually avoid expensive revisions later. That becomes especially important for low-volume production and rapid development cycles.
Common CNC Machining Processes for Plastic Parts
Different plastic components require different machining methods depending on geometry, tolerance requirements, and production volume.
CNC milling, turning, drilling, and routing are the most common machining methods for plastic parts. Each process supports different shapes, tolerances, surface finishes, and production requirements.

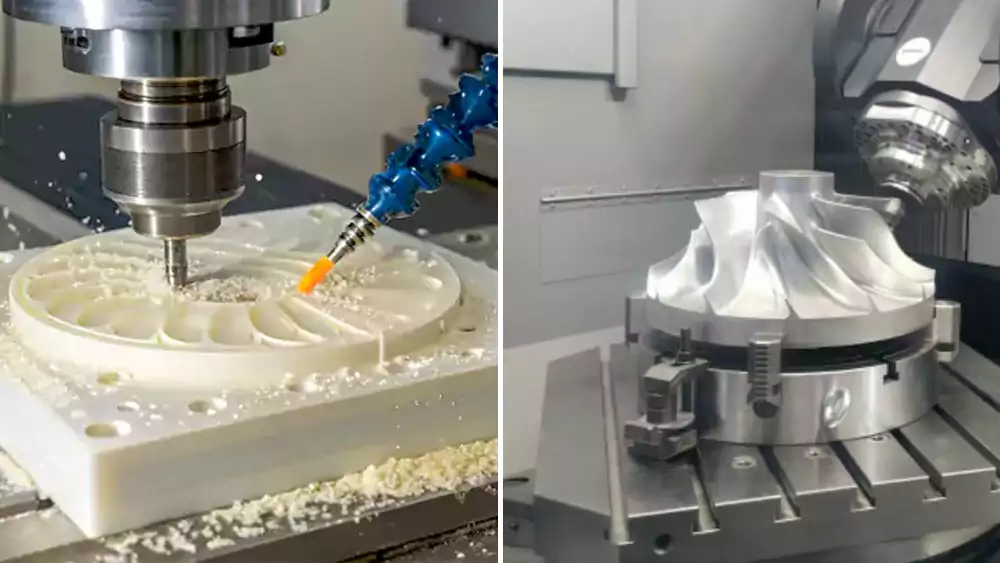
CNC Milling
CNC milling is commonly used for housings, brackets, fixtures, and precision components with complex geometries. Multi-axis milling supports detailed shapes and tight tolerances.
CNC Turning
Turning works well for round plastic parts such as rollers, spacers, bushings, and threaded components. Stable clamping pressure is important because plastics deform more easily than metals3.
CNC Drilling
Deep hole drilling requires careful chip evacuation. Heat buildup inside holes can quickly damage plastic surfaces or create cracking near the edges.
CNC Routing and Engraving
Routing is widely used for large plastic sheets, machine panels, and lightweight industrial covers. Engraving is also common for labels and control panels.
For engineers comparing manufacturing options, this guide to plastic prototyping methods explains when CNC machining is a better choice than molding or additive manufacturing.
Many modern suppliers combine several machining processes into one production workflow. This reduces setup time and improves consistency across prototype and production batches.
Common Problems in Plastic CNC Machining and How to Avoid Them
Plastic machining defects can quickly increase scrap rates and production costs. Most problems happen because heat and stress are not properly controlled.
The most common CNC plastic machining problems are melting, warping, burr formation, cracking, and unstable tolerances. These issues can usually be reduced through better tooling, cooling, cutting parameters, and part design.

Melting usually comes from excessive spindle speed or dull tools. Lower RPM and sharper cutters often solve the problem quickly.
Warping is another common issue. Thin plastic parts may deform after unclamping because internal machining stress gets released. I often recommend rough machining first, then allowing the material to stabilize before final finishing passes.
Burr formation affects softer plastics like UHMW and PTFE. Sharp tooling and optimized chip load help reduce burr size significantly.
Cracking is especially common with acrylic and polycarbonate. Aggressive machining or incorrect coolant use may create stress fractures near edges and holes.
Here is a simple troubleshooting guide I often share with engineers:
| Problem | Common Cause | Solution |
|---|---|---|
| Melting | Excess heat | Lower RPM |
| Warping | Internal stress | Rough then finish |
| Burrs | Dull tooling | Sharper cutters |
| Cracking | High stress | Reduce cutting force |
| Poor Finish | Tool rubbing | Increase feed |
For engineers who want a broader overview of machining different polymers, this guide to CNC machining plastics explains common material behaviors and production considerations in greater detail.
Once engineers understand these common defects, troubleshooting becomes much easier. Most machining issues leave visible clues in the chip shape, surface finish, or part deformation during cutting.
How to Choose a Reliable CNC Plastic Machining Supplier
A poor machining supplier can create tolerance problems, unstable quality, and expensive production delays. Precision plastic components require process experience, not just machining equipment.
A reliable CNC plastic machining supplier should understand engineering plastics, control machining heat and stress, provide inspection reports, and support both rapid prototypes and production manufacturing.

I always recommend evaluating suppliers beyond simple pricing. Extremely low quotes often lead to poor material quality, unstable tolerances, or inexperienced process control.
A strong supplier should regularly machine engineering plastics such as PEEK, Delrin, PTFE, Nylon, and ABS. If ABS components are part of the project, understanding the material itself is important. This overview of ABS plastic machining properties explains why ABS is widely used for industrial prototypes and production housings.
Quality control is also critical. Reliable suppliers should provide dimensional inspection reports, stable machining processes, and clear communication during production.
These are the questions I normally suggest asking before starting a project:
- Do they specialize in engineering plastics?
- Can they support both prototypes and production?
- Do they provide inspection documentation?
- Can they maintain tight tolerances consistently?
- Do they protect confidential CAD files?
For companies sourcing custom components, professional plastic CNC machining services can help reduce production risk and improve manufacturing consistency across prototype and low-volume production stages.
The best machining partners act more like manufacturing advisors than simple part vendors. That usually leads to faster development cycles and fewer quality issues during production.
FAQ
Which plastic is easiest to machine?
POM, also called Delrin, is generally considered the easiest plastic to machine because it offers good rigidity, stable dimensions, low friction, and clean chip formation during CNC machining.
What is the best plastic for CNC machining?
The best plastic depends on the application. PEEK works well for high-temperature and medical parts, while Delrin is often the best choice for general precision machining applications.
Can CNC machining achieve tight tolerances on plastics?
Yes. CNC machining can achieve tight tolerances on plastics when material stability, moisture absorption, tooling, and temperature control are carefully managed during production.
Is CNC machining better than injection molding for prototypes?
Yes. CNC machining is usually better for prototypes because it avoids mold costs, shortens lead times, and allows engineers to modify designs quickly during product development.
What are the disadvantages of CNC machining plastics?
Plastic machining can involve warping, heat deformation, burr formation, and lower rigidity compared to metals. High-performance engineering plastics can also increase material and machining costs.
Conclusion
CNC machining plastics requires more than simply reducing cutting force compared to metal machining. The best results come from choosing the right material, controlling heat carefully, using sharp tooling, and designing parts that improve machining stability from the start.
If you are developing custom plastic prototypes or precision production parts, our plastic CNC machining services can help you achieve tighter tolerances, faster lead times, and more reliable manufacturing results for your next project.

-
"Effects of Moisture Absorption on Nylon 6 through Nylon12 ...", https://www.intechpower.com/material-information/effects-of-moisture-absorption. Engineering materials references document that polyamide materials such as nylon are hygroscopic and can absorb atmospheric moisture, which can change dimensions and mechanical properties over time. Evidence role: general_support; source type: institution. Supports: Nylon absorbs moisture from air, and this moisture uptake can change part dimensions over time.. Scope note: The extent of dimensional change varies by nylon type, humidity, conditioning history, and part geometry, so the source should not be read as proving a fixed tolerance change for every nylon part. ↩
-
"A Temperature-Based Statistical Model for Real-Time Thermal ...", https://www.mdpi.com/2075-1702/14/1/85. Polymer machining literature emphasizes that plastics have relatively low thermal conductivity and lower softening temperatures than metals, making heat control central to avoiding melting, smearing, and dimensional error. Evidence role: mechanism; source type: research. Supports: Heat buildup is a major concern in plastic machining because it can cause melting, deformation, and dimensional instability.. Scope note: The phrase “biggest enemy” is rhetorical; the evidence would support heat as a major limiting factor, not rank it against all other machining risks. ↩
-
"[PDF] Severe Plastic Deformation by Machining Characterized by Finite ...", https://web.ics.purdue.edu/~chandy/MetTransB_msevier.pdf. Materials engineering references generally show that many common plastics have lower elastic modulus and greater temperature-dependent deformation than metals, supporting the need for controlled clamping during machining. Evidence role: mechanism; source type: education. Supports: Stable clamping pressure is important because plastics deform more easily than metals.. Scope note: The comparison varies by polymer grade, filler content, temperature, and the specific metal used as a reference. ↩
